��֯��ǰ�����г�����ʽ̽��9-30
�ֿ��� �� ����������֯ӡȾ����˾
ԭ�أ��ھŽ�ȫ��Ⱦ��ǰ����ѧ�����ۻ����ļ���249-253
��ժҪ�����ǰ�����еij������̣���Ƴ����ֲ�ͬ������ʽ��ǰ�������գ��о���Ժ���Ⱦɫ��Ӱ�죬���ó���ѹ��ա�
���ؼ�����������֯����ǰ������������ʽ��Ⱦɫ�����ܼ���
������֯���ǰ�����ӹ�������ǰ�����ӹ�������ͬ����Ϊ��֯��ɴ��֯��ǰ�����Ͻ�����˲�������˽�����һ��Ʒ��ֻ�����������Ư�ӹ�����Ϊ�˾�����ر�������������Ư�����Ƚ��º͡�����֯���ǰ�����ӹ�����Ʒ�ֺ���;�IJ�ͬ���졣����ɫƷ�֣���ǰ����Ҫ��ϵͣ�ֻ�����������Ư�ס��С�dzɫƷ��һ�㶼��Ҫ������Ư�ס�Ŀǰ�����ý϶���Ǽ��һԡ��Ư�������һԡ��Ư���ǽ��ռ���˫��ˮͬԡ��������֯�ʹ������Ư��ͬʱ��ɡ��������ֹ��տ��Դ����������֯���ǰ�����ӹ����̣����м��ټӹ�ʱ�䣬��Լ��Դ�������Ͷ�ǿ�ȵ��ŵ㡣��ˣ�������Ư�ӹ��ķ�չ������1����
��ǰ���������У�ʹ��˫��ˮ����ǿ��Ư�ij̶ȣ����֯��İȣ�����֯��İ��ȶ��ԽϺã���û�л�����Ⱦ���⣬��һ���кܴ�չǰ;��Ư����2����ʵ�������õ���LTQ��һ�ֵ���¡������Ծ�������˫��ˮø���������ɫҺ�壬������ȫ����ˮ�����˵�pH��Χ�����pH����ΪpH=3.9���¶ȷ�Χ��30�桫
��ɴȾɫ����û���Ⱦ�ϣ���Ⱦ����Ҫ�����Ի�������ά��϶��γɹ��ۼ�������Ư��ɴ�����й�������������ͻὫȾҺ��Ⱦ�ϵķ�Ӧ���������ֽ⣬ʹȾ�Ϻ���ά���ܳ����Ч�ؽ�ϣ��Ӷ�����ɫdz��ɫ������3������ˣ�ǰ��������Ҫȥ��֯���ϲ����˫��ˮ��H2O2��������Ӱ����Ⱦɫ������Ⱦɫ�ò���
��ȥ��˫��ˮʱ���ᷢ�����·�Ӧ��
2H2O2![]() O2+2H2O
O2+2H2O
�Ӷ�ȥ�������ڲ����ϵ�˫��ˮ����ֹɫ���IJ�����
1 ʵ�鲿��
1.1 ʵ����ϡ��������豸
���ϣ�������֯���沼��30s��
������ԡ��������FH����ҵ���������Ŵ��ռ��ҵ�������ݻ���������������A����ҵ�����Ϻ���-��ó����˫��ˮH2O2����ҵ��������ׯ����������ȥ��ɴ��C-180����ҵ��������ά�b�������������ᣨ��ҵ�������ݻ�������ȥ˫��ˮ����LTQ����ҵ�����Ϻ���-��ó����Ԫ���ۣ���ҵ�����Ϻ�̫ƽ�����������ҵ�����й�ʯ�������Ͼ�������
�����豸������Ⱦɫ�������ݶ���Ⱦ����е����˾����Datacolor SF600X����ɫϵͳ��������Ⱦ�ϣ�Y-K-HL��B-K-HL����������Ⱦ�Ͼ�Ϊ��ҵ�����������ʣ���Y-4GL����ҵ����������������WO��Red D2B��B-RN����������Ⱦ�Ͼ�Ϊ��ҵ����̫�ֻ�������B-G-X����ҵ������˾�
1.2 ���մ���������
FHԡ��������
NaOH
H2O2
��������A
ȥ��ɴ��C-180
�¶ȣ�
ʱ�䣺 30min
ԡ�ȣ� 1��12
��ɫ�䷽��
Y-K-HL 0.2%
Y-4GL 0.61%
B-K-HL 0.26%
Ԫ����
����
��ɫ�䷽��
R-WO
0.4%
RR-WR 1%
Ԫ����
����
��ɫ�䷽��
B-G-X 0.2%
B-RN 1%
Ԫ����
����
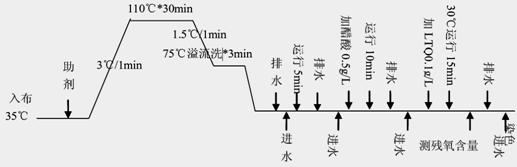
��ͳ�������̣���������֯���������������Ⱦɫ������Ⱦɫ���Ƚ�����Ư������������Ⱦɫ������ǰ���������У�һ�㾭��������OK������ϴ��3min������ˮ����ˮ��ˮϴ5min������ϴ��������������Ⱦɫ������ͼ1��
|
|
|
ͼ1 ��ͳ�������� |
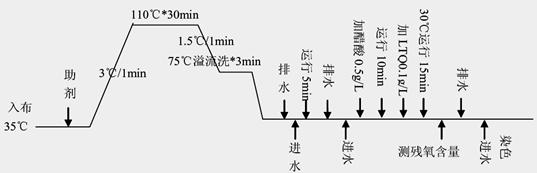
�����кü���ˮϴ����Ϊ���ϸ������ˮ������������������������ֳ�����ʽ�����£��¹���һ������OK������ϴ��3min����ˮϴ����ϴ������ϴ֮����Һ��ֱ�Ӽӳ���øLTQ���г���������OK����Һ���ټ�������һ��Ⱦɫ����ͼ2��
|
|
|
ͼ2 �¹���һ |
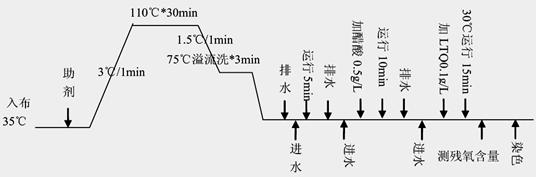
�¹��ն�������OK������ϴ��3���ӣ���ˮϴ����ϴ���������ڳ���OK����Һ��ֱ��Ⱦɫ����ͼ3��
|
|
|
ͼ2 �¹��ն� |
1.3 ʵ�鷽��
����ѡ���˻ơ��졢��������ɫ�䷽�����о�ǰ�����в�ͬ������ʽ����Ⱦ��ɫɫ���Ӱ�졣Ⱦÿ����ɫ����IJ����ֱ����մ�ͳ���ա��¹���һ���¹��ն���ǰ������Ȼ��ÿ����ɫ������ͬ�������½���Ⱦɫ�ͺ�������ȥ��Ⱦɫ�������������������ض�ɫ���Ӱ�졣�����datacolarSF600X����ɫϵͳ���������IJ������з�����ÿ����ɫ�����ô�ͳ���մ�����IJ���Ⱦ��ɫΪ�������������¹���һ���¹��ն���Ⱦ����ɫ��
2 ���������
2.1 ����pHֵ�仯���
��1 ǰ��������OK�����к������ʱ����pH�ıȽ�
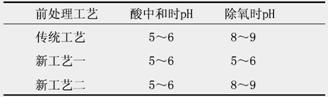
��ʵ����֪�����¹���һ�У�������������ϴ�к�ʱ����Һ������LTQȥ�����������ˮpHֵԼ5��6�������Ի��������ʺ������ܵķ��ӣ����¹��ն��У���������LTQ����pH=8��9�Ļ������������������ͣ�������Ҳ�����½���
2.2 �����¶ȶ�LTQʹ��Ч����Ӱ�����
|
|
|
ͼ4 pH-LTQ��Ի��ԣ�%�� |
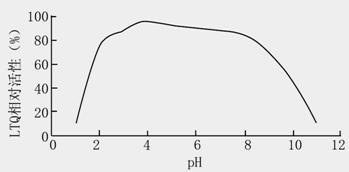
����ͼ��֪����
��ͼ4��ͼ5�ɼ���LTQ��һ�������ŵ������伫�ѵĹ�ҵ�����ԣ�����pH=3.5��7���¶�25��60��ķ�Χ�ڶ��ܱ��ֺܸߵĻ�������ʵ�ʹ�ҵӦ���пɿ���ǿ�����ڲ�������Ҳ����ɫ�߿Ƽ���Ʒ������Ӧ���ڹ�ģ�����ı�Ҫ������
ø���ض�pHֵ���¶ȡ�����ǿ�������²ű��ֳ���Ч�ԡ����ʹ������������Χ������ø�����ʱ��ԣ�ø����ʧ�Ϊ����ʧ�ø��ʹ���¶ȡ�pHֵ����ѧ�Լ���������Լ�����������ȷ�����ܹ�������øֻ�ֽ�������⣬�����о����֣��ڴ��ڻ�С��ø�������������£�������֯�����ɫ�����ʵ����LTQ������Ϊ
2.3 ��ͬ������ʽ��ɫ���Ӱ�����
�Դ�ͳ���մ����Ĵ�����֯����Ⱦ�õIJ���Ϊ����������datacolor�������ɫϵͳ�����¹���һ���¹��ն���Ⱦ�ò��������õ��������£�
��2 �¹��շ�ʽһ�ͷ�ʽ��������ɫ��ɫ��Ƚ�
��������ʽ��ɫ���Ӱ�죩
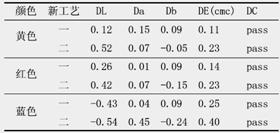
��ע��DL��+����ʾ��ɫƫdz����-����ʾ��ɫƫ�Da��+����ʾɫ��ƫ�죬��-����ʾɫ��ƫ�̣�
Db��+����ʾɫ��ƫ�ƣ���-����ʾɫ��ƫ����DE��ʾɫ�DC��ʾ����ڱ�������ɫ�б�
�ӵ�����������������������¹�����Ⱦ������ɫ�봫ͳ������Ⱦ��ɫ���ܽӽ����������Ź��յIJ�ͬ��������ɫ����dz��ɫ��Ҳ�в�ͬ�ı仯�������¹���һ��Ⱦ��ɫ��ӽ����������¹���һ�ij���Ч���봫ͳ���ճ���Ч�����������ʵ�������ų�Ⱦɫ�����������и����ض���ɫ��Ӱ�죩��
��1������ɫ����dz�������������¹���һ������IJ���Ⱦ�õ���ɫ��dz�ȸ������ڱ��������磬�ӱ������ݿɿ����������¹���һ��Ⱦ�ûơ��졢����ɫ��DL�ֱ���0.12��0.26��-0.43���������¹��ն���Ⱦ�õĴ���ɫ��DL�ֱ���0.52��0.42��-0.54��
��2������ɫ��ɫ���������¹���һ����ɫ��ɫ��ֵ��С���¹��ն���ɫ��ֵ�����Ҷ���ɫ�����ɷ�Χ֮�ڣ�����ͨ��Ҫ�������ɫ���¹���һ��õ�Da��Db��DE�ֱ���0.01��0.09��0.14���������¹��ն����÷ֱ���0.07��-0.15��0.23���ɼ����¹���һ��ɫ���Ӱ���С����Ӱ���Ʒ��������
���ϵ�ԭ������ǣ��¹��ն��ij���������LTQ�Ļ���û�еõ���ֵķ��ӣ�����������֣�������������˫��ˮ����������˫��ˮ�Ի���Ⱦ��ȾɫӰ��ϴ��ƻ�����Ⱦ�ϵĽṹ�����µ�ɫ�ʵĽ��͡�ɫ�ⷢ���仯���Ӷ�Ӱ������ɫ����dz�Ⱥ�ɫ�⡣
3 �� ��
ʵ��֤�����¹���һ��ʹ��Ч�������¹��ն��ʹ�ͳ���ա�ԭ�����£�
��1�����¹��ն���ȣ��¹���һ����ɫ����dz�ȼ�ɫ���Ӱ���С����֤�˺��Ⱦɫ��ɫ���Ⱦɫ�����ԣ������������ռ���ɫ��Ҫ��
��2���¹���һ�ڹ��������ϣ����Խ�ʡһ��ˮ��ͬʱҲ��Լ�˵缰�������Ƚ��ܽ��ģ�Ҳ����˲��ܣ������Ͻ��������������ɱ�����������ҵ�������Ƽ���Ӧ����������
�ο����ף�
��1�ݷ�ѩ�١���ǿ��.��֯��Ⱦ��������M��.�������й���֯�����磬2006
��2������������������.Ⱦ������ԭ�����ڶ��ᣩ��M��.�����й���֯�����磺128
��3�����.��������ø��Ⱦɴ�����е�Ӧ�ã�J��.����֯�Ƽ���չ����2005.02