��֯��������ǰ������Ⱦɫ����9-28
��1 ����2 ������1
1������������֯ӡȾ����˾
2���ӱ��Ƽ���ѧ��еѧԺ
ԭ�أ��ھŽ�ȫ��Ⱦ��ǰ����ѧ�����ۻ����ļ���239-243
��ժҪ�������������豸����������/������֯�����ǰ���������Դ�����֯��İȺ�ëЧ���پ�����Ⱦ��Ⱦɫ������ȾƷ������������ⶨ֯��Ⱦɫ�ζȡ����������������ǰ������֯������ʺ�Ⱦɫ��Ҫ����������֯���ڸ��ڴ���ʱ�䣬��߲��ܡ��봫ͳ�ĸ��ھ���ǰ������ȣ�������ǰ�������ͳɱ�38.8%����ˮԼ2/3����Լ����Լ70%��
���ؼ�����ǰ�����������ѷ���Ⱦɫ����֯��
0 ǰ ��
�����������ҳ�̨�˶������߷����Ը������صĻ�����Ⱦ�����ر��ǹ��ҹ��Ų������ˡ�2010 �깤ҵ��ҵ��̭��������ҵ������������ӡȾ��ҵ�漰ӡȾ��201 �ң���̭������38.1 ��m��ӡȾ��ҵ����Ҫ������ϸ��⣬ԭ���ϼ۸���ù��ɱ����ǣ�����ӡȾ��ҵ�ձ�е��ɱ���ѹ����ϣ��ͨ���������졢�豸���µ�;�����������ɱ���
��֯��ҵ��ʮ���塱�Ƽ�������Ҫ�У��ص��ᵽҪ�ƹ�Ӧ��������ǰ������������Ⱦɫ����������������ҹ�˾Ŀǰ��Ҫ��������/���ڵ��沼������������������֯�����������ǰ�������������е�����Ⱦ����Ⱦɫ���ڱ�֤��Ʒ��������Ҫ���ǰ���£��ﵽ�˽��ܻ����ͽ��ͳɱ���Ҫ����1-2����
1 �� ��
1.1 �������豸
֯�� ��/���ڵ�����֯������15.0 tex 90.5%������50 D 9.5%��
Ⱦ���� ��������������ҵ���������о��ϻ�������˾����38��B�� NaOH����ҵ�������ݻ�������27.5% ˫��ˮ����ҵ��������ׯ������������������B-E-FR
�豸
1.2 Ⱦ������
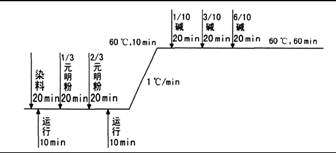
�������̰ڲ����������Ρ�������ǰ������Ⱦɫ����ˮ���ʷ�����Ʒ����
��1��������
�������̽���ǰ����Һ����ѡ�������
���մ���/��g��L-1��
���������� 12
38��B��NaOH 38
27.5%˫��ˮ 40
������/% 120
�¶ȡ� 25��30
���ʪ��/% 65 �� 5
�ܷ����ʱ��/h 4
�����������豸����������ǰ����Һװ�á�����ˮϴ�������������������ʹ�õ�һ��ר��������֯��������ǰ�������豸��
��2�����ھ���
���մ���/��g��L-1��
FH ԡ�������� 2
SEM-35 �黯�� 0.5
�ռ� 3
ԡ�� 1 �� 12
�¶�/�� 110
ʱ��/min 30
�ֱ���ø��ھ�������������ǰ����������ʵ����Ⱦɫ������������ǰ����֯�����Ⱦ����3����
������1��
������2��
������3��
���մ���
��������B-E-FR/% 1
Ԫ����/��g��L-1�� 40
����/��g��L-1�� 15
ԡ�� 1 �� 12
����Ŀǰ���������Ⱦɫ���գ�
|
|
��dzɫ������ɫΪ������ɫ�����Ⱦ�ã�����ɫ��ɣ�ѡ��6 ����ɫ����Ⱦɫ���ֱ�Ϊdz��ɫ��õ��ɫ������ɫ���з�ɫ���任�ϡ�����ɫ��
2 ���������
2.1 ����Ʒ����
ѡȡʵ�������и��ھ�������������ǰ���������жԱȣ��������1��
��1 ǰ����֯��ȼ�ëЧ�Ա�
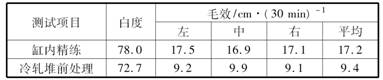
�Ӱȼ�ëЧ���������ھ�����������������ǰ����֯����ڱ�����ʹ�õ��������ͨ�ȵ��䷽����ȷ���������Ҫ�ɼӴ�˫��ˮ��������һ����߰ȡ����ǰ����ëЧ���Խϵͣ�������Ϊ���ǰ��������Զ�ϸ��ھ����ºͣ�������黯���ȶ����ʡ���֬���������黯����û�и��ھ���ǿ�ң�������ˮϴ�θ��ھ�����֯����ͨ������ʱ���ܵ�ǿ���ij�ϴ��֯���ϵ������״Ӳ������䡣����Ѻ��ƽ��ˮϴ����ɽ��������ʽϾ��ȵ�ϴ������������ˮϴʱ��̣�ȱ��ǿ����ϴ��֯���ڲ������ʼ���������ѿǵ�����û�и��ھ���ȥ���ó��ף�����ں��ʱ���黯�����ʻ�����ˮ�ֵ�������Ǩ����֯����棬Ӱ��֯���ëϸЧӦ��һ��ȾɫҪ��ëЧ��
2.2 Ⱦ ɫ
���ھ�������������ǰ����֯�ﰴ��
��1��Ϊ�������� Datacolor ���Բ���ɫ�Ƿֱ��ȡ����
��2����������3���Ķ������������2��
��2 ��ͬǰ����֯���Ⱦɫ�Ա�

��ע����L��+����ʾƫdz����-����ʾƫ���a��+ ����ʾɫ��ƫ�죬��-����ʾɫ��ƫ�̣�
��b��+ ����ʾɫ��ƫ�ƣ���-����ʾɫ��ƫ������E ��ʾɫ�
�ɱ�2 ���Կ�������������1����������2���ֱ�Ⱦɫʱ��������ǰ����֯����ھ���֯�����ɫ����������ɫ��dz����ɫ����dz��ӽ�����������Ⱦ�϶������ֲ�ͬǰ�������յ�֯�����Ⱦ�ʡ���ɫ�ʻ���û�в��죻��������3��ͬԡȾɫʱ��������ǰ����֯��ȸ��ھ���֯�����ɫ�������ң�������ͬԡ����£�Ⱦ�ϸ�������Ⱦ������ǰ����֯�ԭ��������£�������ǰ�����IJ������ʽϸ��ھ������ͣ����滹�������������ʵ���ˮ�����ʣ���Ⱦ�ϵ�ĸ����Ϊ�������֬������ˮ�Գ�����1�������ڼ�����������������ǰ������֯���ɫ�����
2.3 Ⱦɫ���
��������ǰ����֯�ﰴ��
��3 ������ǰ����֯��Ⱦɫ���
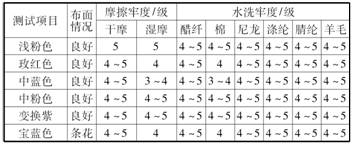
�ӱ�3Ⱦɫ�������������ɫ�����������⣬���಼����������á�����ͬ���εĿ�����������ô�ͳ�ĸ��ھ�������ͬһ������Ա��ͬһ̨Ⱦ����Ⱦ����ɫ�Աȣ����ֲ�����������ǰ�����������Ը��ƣ�����������������ˣ��ڼӹ�����ɫ������ɫϵʱ��������ǰ����Ӧ�ʵ��Ӵ��������������ư��ƷƷ�ʣ��ϸ��ղ��������⣬������ǰ��������֯�ﲻ����ֱ��Ⱦɫ����Ⱦɫ���������ã����ܻ����֯���������Ⱦ��ɫ���ܻ���ɱ�dzɫ�����Ⱦdzɫ��������Ҫǿ�����ǣ��������������Ӧע���̨���в����ĵ�����
��Ⱦɫ�ζȷ��濴��ֻ������ɫ���Դ���Ⱦ��Ϊ������ʪĦ���ζȺ�ˮϴ�ζ�����մɫ�ζ��Ե�3��4 ��������Ҳ�������ϳ�ƷҪ������֯���Ⱦɫ�ζȾ��Ϻã�Ϊ4��5 ����5 ����
ֵ��ע����ǣ����ڱ�����ʹ�õ������������ѿǽ϶࣬������ǰ������Ⱦɫ����Ʒ���ֲ������ޣ�С�㣬����ɫ���϶࣬Ӱ�첼��Ʒ�ʡ�����ԭ��Ϊ�����Ѵ������ھ�̬ƽ����������ʹ�������ѿ����ռ�����������·��������û�о���ǿ����ϴ�����DZȽ��ѴӲ������䡣��ˣ�����������ǰ������������Ӧ�ϸ����֯�����ɴƷ�ʡ�
2.4 ����ʱ��
��4 ����ʱ�����
|
ɫ�� |
����ʱ�� |
��Ѻ�Ԥ�Ʋ�������/% |
|||
|
ǰ���� |
Ⱦɫ |
������ |
����ʱ |
||
|
dzɫ |
150 |
180 |
60 |
390 |
62.5 |
|
��ɫ |
150 |
240 |
90 |
480 |
45.5 |
|
����ɫ |
150 |
390 |
120 |
660 |
29.4 |
��ͳ�Ľ�ȾȾɫ����ǰ������Ⱦɫ����ϴ�ȹ��̾���Ⱦ������ɣ���ʱ����һ����8��12 h������������ǰ������֯��ǰ�����ڸ�����У������˸��ڼӹ�ʱ�䡣��Ⱦɫ��ʱ��Ĵ���ɫΪ�����ڲ�����Ⱦɫ��̨������£����ܿ�����29.4%����dzɫ�������Դﵽ62.5%���ο�Ⱦ���Ķ����ṹ��Ⱦɫ����������40%��45%��Ч��ʮ�����ԡ�
2.5 �ɱ�����
��ǰ�����ɱ��������ھ���Ϊ0.479 Ԫ/kg��������ǰ����Ϊ0.293 Ԫ/kg���ɱ��½�Լ38.8%��ԭ����Ҫ�Ǹ��ھ���ԡ��ԡ�Ⱥܴ�������ˮ���������������ɱ���
������ǰ�����ϸ��ھ������ԣ��ڽ�ˮ����Լ���������Ч�ܺ�ͻ������ˮԼ2/3����Լ����Լ70%������Ч��ʮ��������
3 �� ��
��1����������ǰ��������/������֯������ʺ�Ⱦɫ��Ҫ���������������������ڵļӹ�ʱ�䣬�����и������������£����ܴ����ߣ��ۺϳɱ���Խ��͡�
��2������ǰ������Ⱦɫ������������Ⱦɫʱ��ϸ�¹۲졢��ʱ���ֺʹ����쳣�����ɫ���������ȣ������ԣ�������ǰ�������յ��ȶ����Ƿdz���Ҫ�ġ�������
�ο����ף�
��1�����ƣ�������.����֯��������ǰ������J��.ӡȾ��2004��30��22����26-27��40.
��2����ˮƽ�������壬������.����֯��������Ⱦɫ���գ�J��.ӡȾ��2006��32��15����25-27.
��3���ܣ������ݣ��������.���Ⱦɫһ�γɹ��ʵ�ʵ����J��.ӡȾ��2011��37��4����21-23