亚麻织物的冷轧堆前处理工艺9-27
姜生 南通纺织职业技术学院
原载:第九届全国染整前处理学术讨论会论文集;236-238
【摘要】针对亚麻织物常规前处理工艺存在强力和质量损失较大等问题,试验采用冷轧堆法对亚麻织物进行前处理,比较了冷轧堆退浆煮练工艺、冷轧堆煮练漂白工艺和冷轧堆氧漂工艺的处理效果,认为冷轧堆氧漂工艺是解决亚麻织物前处理难题的有效措施。通过正交试验,得到优化工艺条件。
【关键词】前处理;冷轧堆;亚麻织物
0 前 言
亚麻织物前处理时强力和质量损失较大,主要原因是亚麻纤维在煮漂过程中分裂度不断提高,纤维伴生物(杂质)不断脱落,加大了亚麻纤维“棉纤化”的风险。为了减少这种强力和质量损失,保持亚麻织物的硬挺风格,应尽量减少亚麻织物的高温处理时间和次数[1-3]。亚麻系束纤维成纱,在湿纺过程中有部分亚麻麻皮被包覆在束纤维中,麻皮纤维不易与化学药品接触,导致麻皮漂白困难。为此,进行了冷轧堆工序和工艺条件筛选试验,包括冷轧堆退浆煮练工艺、冷轧堆煮练漂白工艺和冷轧堆氧漂工艺。
1 冷轧堆前处理工艺选择
采用亚麻织物(41.7
tex ×41.7 tex,212 根/
1.1 冷轧堆退浆煮练工艺试验
(1)工艺流程
织物准备→烧毛→冷轧堆退浆煮练(轧液→室温→堆置24 h→水洗)→酸洗(轧酸→淋洗→水洗)→氯漂(轧氯→淋漂→水洗)→氧漂(轧氧→汽蒸堆置→水洗)→水洗→烘干
(2)工艺条件
烧毛 一正一反,车速80~85 m/min,火焰温度750~800℃
冷轧堆退浆煮练 烧碱
酸洗 H2SO4 2.5~3
氯漂 NaClO(有效氯)3~3
氧漂 H2O2 3~4 g/L,硅酸钠40~45 g/L,烧碱2~3 g/L,汽蒸温度75~80℃,汽蒸时间60 min
1.2 冷轧堆煮练漂白工艺试验
(1)工艺流程
织物准备→烧毛→退浆(轧碱→汽蒸→水洗)→冷→轧堆煮练氧漂(轧液→室温堆置24 h→水洗)→烘干
(2)工艺条件
烧毛 一正一反,车速80~85 m/min,火焰温度750~800℃
冷轧堆煮练漂白 烧碱
1.3 冷轧堆氧漂工艺试验
(1)工艺流程
织物准备→烧毛→退浆(轧碱→汽蒸→水洗)→煮练(高温高压煮练→水洗)→酸洗(轧酸→淋洗→ 水洗)→氯漂(轧氯→淋漂→水洗)→冷轧堆煮练氧漂(轧液→室温堆置24 h→水洗)→烘干
(2)工艺条件
烧毛 一正一反,车速80~85 m/min,火焰温度750~800℃
退浆 烧碱3~4 g/L,温度50~60℃
煮练 烧碱10~11 g/L,纯碱
酸洗 H2SO4 2.5~3
氯漂 NaClO(有效氯)3~3.
冷轧堆漂白 烧碱
1.4 冷轧堆前处理工序比较
表1 冷轧堆前处理工序比较
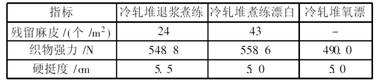
由表1可知,冷轧堆退浆煮练工艺加工的亚麻织物,其强力、硬挺度指标均较高,但存在一定量的亚麻麻皮; 冷轧堆煮练漂白工艺流程较短,织物强力、硬挺度较高,但亚麻麻皮残留较多; 冷轧堆氧漂工艺加工的亚麻织物,其强力、硬挺度、麻皮残留均符合要求,是可进一步研究开发的工艺技术。
2 冷轧堆氧漂工艺条件优化
为保证织物强力,在1.3节工艺的基础上,采用常压煮练并降低煮练时间。通过对煮练时间、冷轧堆烧碱质量浓度、冷轧堆双氧水质量浓度进行正交试验(见表2),其结果与分析见表3。
表2 亚麻冷轧堆工艺因素与水平表
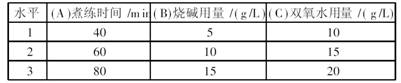
其它工艺条件:煮练温度98~100℃;硅酸钠
由表3知,采用常压煮练后,再进行冷轧堆漂白,亚麻麻皮残留程度的影响因素为:煮练时间>双氧水用量>烧碱用量;亚麻织物强力指标的影响因素为:煮练时间>烧碱用量>双氧水用量,但烧碱用量和双氧水用量的影响差距不大。
表3 亚麻冷轧堆工艺正交试验结果与分析
|
试验 |
A /min |
B /(g/L) |
C /(g/L) |
残留麻皮/个/m2 |
断裂强力/N |
硬挺度/cm |
|
1 |
40 |
5 |
30 |
10 |
544.9 |
5.3 |
|
2 |
40 |
10 |
10 |
16 |
590.9 |
6.2 |
|
3 |
40 |
15 |
15 |
12 |
572.3 |
5.5 |
|
4 |
60 |
5 |
15 |
8 |
539.0 |
5.5 |
|
5 |
60 |
10 |
30 |
5 |
534.1 |
5.4 |
|
6 |
60 |
15 |
10 |
6 |
512.5 |
6.0 |
|
7 |
80 |
5 |
10 |
5 |
522.3 |
5.0 |
|
8 |
80 |
10 |
15 |
4 |
512.5 |
4.5 |
|
9 |
80 |
15 |
20 |
2 |
504.7 |
4.2 |
|
残留麻皮 |
K1 |
38 |
23 |
27 |
|
|
|
K2 |
19 |
25 |
24 |
|
|
|
|
K3 |
11 |
30 |
17 |
|
|
|
|
Rλ |
27 |
5 |
10 |
|
|
|
|
断裂强力 |
K1 |
1708.1 |
1606.2 |
1625.8 |
|
|
|
K2 |
1585.6 |
1637.6 |
1623.9 |
|
|
|
|
K3 |
1539.6 |
1589.6 |
1583.7 |
|
|
|
|
Rλ |
168.5 |
48.0 |
42.1 |
|
|
|
|
硬挺度 |
K1 |
17.0 |
15.8 |
17.2 |
|
|
|
K2 |
16.9 |
16.1 |
15.5 |
|
|
|
|
K3 |
13.7 |
15.7 |
14.9 |
|
|
|
|
Rλ |
3.3 |
0.4 |
2.3 |
|
|
综合以上分析,优化的生产工艺条件为:煮练温度
3 结 论
(1)冷轧堆氧漂工艺无需长时间高温高压煮练,可在常压98~100℃条件下煮练60~80 min完成,并将高温漂白改为常温冷轧堆漂白处理,使能耗大幅度降低。
(2)采用冷轧堆漂白,减少了亚麻织物高温高压碱液长时间处理,织物失重率降低,提高了强力指标。
(3)冷轧堆漂白前处理工艺使亚麻脱胶程度大幅度减轻,织物棉纤化程度降低,硬挺度提高,使亚麻织物硬挺风格得以保留。
参考文献:
[1]凌云,曾桂明.棉针织物冷轧堆前处理[J].印染,2004(22):26-27等