����֯�����Ư���ܹ��յ�Ӧ��̽��9-16
�� ��1 ղ���2 �����3
1. ����ʡ��֯����ѧ��ӡȾרҵίԱ��
2. ����ά����ѧ��ҵ����˾
3. ����ɽ��ʨ��֯��װ����˾
ԭ�أ��ھŽ�ȫ��Ⱦ��ǰ����ѧ�����ۻ����ļ���105-115
��ժҪ�����ؽ��ܺ�̽�ֵ�̼ǰ���������������֯����е���Ư����ǰ���������Ż������ܶԱ����飬ȷ�����������Ĺ������������һЩ��Ч���Ż�����������Ư��ǰ�������շdz����ϵ�ǰ��ɫ��̼��������̬Ⱦ�������ܼ��š������̵ȹ���������н�ʡ��Դ���Ż����յ��ص㡣
���ؼ���������֯��������Ư�ף�������Ư���G������
1 ǰ ��
Ŀǰ���ҹ����÷�չ����Ҫս�Զ��ԣ���̼������Ϊת�侭�÷�չ����Ҫ��ʽ���ڹᴩ��������֯��ҵ�������Ե����ġ�����Ⱦ�͵��ŷŵ�����Ϊ�������Խ�Լ��Դ�����ͼ����ŷż����ĸ���Ϊ���ģ�
��֯Ʒ��Ⱦ���ӹ������е������ŷš�ˮ��Դ���ġ���Դ���ĵ�����ҵ���նԲ�Ʒ����Ӱ���ۺ���������������ݡ�Ŀǰ�������Ѿ���һЩǿ�ƻ�����Ը�Եķ�������г����ƣ����磺Ҫ���Ʒ��ʶ̼�㼣����Ϣ����ˣ���������Ⱦ����ҵ�ɳ�����չ�Ļ���ԭ��֮һ���ǡ�������������Ҫ�������ٵ���Դ���Ļ�����IJ�Ʒ���ܡ������ڵ�ǰһЩȾ����ҵ���ԣ����е�̼Ⱦ����ֱ�Ӻô�������������߲�Ʒ�Ļ�����ֵ����Ϊ���ֽ����ܺġ���ĺ��ŷŵĻ��ᣬ���Ƿ��ֽ��ͳɱ��Ļ��ᡣ�������ĺô���˫�صġ�
����䲼�ġ���֯��ҵʮ����Ƽ���չ��Ҫ������ȷָ����Ⱦ����ҵ������֯�����Ư�ȸ�Ч������ǰ�����¼�����Ϊ�������ص��з����ƹ㹤������2015�꣬��֯�����Ư��ǰ�����¼�����ɲ�ҵ���з���������ҵ�мӿ��ƹ㡣
2 ����Ư��ǰ��������
ͨ������ά��Ư��ǰ������������˫��ˮƯ���գ������Ư��Ч���Ϻã����ȶ������ã���Ⱦ���٣�����ʴ�豸���ŵ㡣Ư�Ļ���������H2O2�ֽ����Ư����Ч�����HOO-���ֽ����Ϊ��H2O2��HOO- +
H+�����ݻ�ѧ��Ӧƽ��ԭ����Ư����Һ�м���һ�����ռ���к�H+���ٽ�HOO-�����ɡ���ͳ˫��ˮƯ�����м���˫��ˮ�ȶ��������������ؽ������Ӵ����ô�ʹ˫��ˮ�ֽ⣬�̶������ɻ������ķ�Ӧ��������Ư�����õ���Ч�ɷ�Ҳ������һ���ݣ������൱�ٵ�һ���֣�������Ч�ر��ֽ⡣��ν����Ư��ǰ������ͨ���ڳ����ǰ���������в����������Ư���������˫��ˮ��Ч�ֽ��ʣ��Ӷ��������˫��ˮ�������ʣ���ʹƯ���¶Ƚ��͵�
2.1 ����Ư���
���չ����ⳤ���о�������й����ױ���������˫��ˮƯ�Ļ����Ҫ��Ϊ���¼����ࣺ��������������������������������N-������������������������������Ư��������ǹ������������Ӷ�����̼ԭ�ӷ�����ȡ����Ӧ�����ɹ������ᡣ ����Ʒ���У�TAED��NOBS��TBCC��THCTS�Ȼ�������ǵĹ�ͬ�ص����ڣ�����Ư�������µİȿ��Դﵽ����ʹ��˫��ˮ���գ�������ά�ڸ����µ����˳̶ȣ�������Ȼ�����Ż���Ļ����������ȶ����Լ۱ȸ��Լ����������Բ�ȵ����⡣
���ͻ��G���ڹ���ר����Ʒ�������⻯�����еĺ����谱��������HOO-������ȡ����Ӧ�����ɱ�H2O2��Ϊ���õ��ǰ������������ӣ�ʹ�û�������и��ߵĻ��ԣ����ռ����ȶ������ڵ��µͼ������·���Ư�����á�
2.2 ����Ư��ǰ�������յļ����ؼ���
��������֯�������ϴ��ڴ������ͼ����Ǻ����ʵȣ�ͨ�����ü��������µ�ǰ������Ư���գ������ڼ��������³��ȥ�����ѿǣ�ͬʱͨ��������Լ�ȥ��һ������֯�ͼ������ʣ�����֯����ʪ�Ժ����ԣ��Ӷ�������õ�ëЧ�Ͱȡ�
����Ư��ǰ�������ջ��ڻ������Ҫ���⣬����ǰ�����ӹ��¶ȣ����Ҫ���չ����г�ѡ������ĵ���Ư��������ǻ�Ҫ���������������棺��1��ѡ����£�
��1 �����ʺϵ���ǰ��������������ǰ�������Ļ�������һ����
|
�ͺ� |
������ |
��� |
��Ҫ�ɷ� |
�̺��� |
������ |
PHֵ |
|
TANNEX
BE |
���ɻ�ѧ |
��ɫҺ�� |
���������Լ� |
45% |
��/�� |
6-7 |
|
ERKANTOL
NR |
���ɻ�ѧ |
��ɫҺ�� |
���������Լ� |
80% |
�� |
5 |
|
HK |
�������� |
��ɫ��״ |
������Լ������ |
- |
�� |
13.5 |
|
HK
2058B |
�������� |
��ɫҺ�� |
���������ϩ�������� |
21% |
��/�� |
6-7 |
|
JA 618D |
������� |
��ɫ��״ |
������Լ������ |
- |
�� |
10-11 |
|
TF179 |
�㽭���� |
����ɫճ��Һ |
���������Լ������� |
38% |
��/�� |
7.6 |
|
TF189 |
�㽭���� |
dz��ɫҺ�� |
���������Լ������� |
17% |
��/�� |
7.6 |
|
C335 |
������ |
��ɫҺ�� |
���������Լ������� |
35% |
��/�� |
6 |
3 ��������
3.1 ���ϼ�����
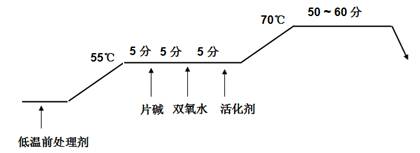
3.2 ���鹤��
������ʪ��Ӳ������뾫�������ȶ��������������µ�50
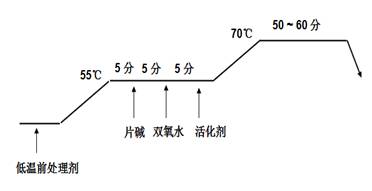
������ʪ��Ӳ���������´����������µ�50
|
|
|
ͼ1 Ⱦɫǰ����ǰ��������ͼ |
|
|
|
ͼ2 ȫƯ����ǰ��������ͼ |
3.3 �� ��
����ҺȾ�����ƣ���ȡ
��ǰ������IJ��Բ����������и��
����ͨ��Ŀ��۲�ǰ������IJ��溬���ѿǵ��������һ�ַ��������������IJ�����ȡ7-8��ֱ��
��ǰ������IJ��Բ������õ��Էֹ�����CFS57CA��ȣ���ÿ��֯���������ͬ�ط�������ݣ�Ȼ��ȡƽ��ֵ��
����������ԭ�ζ�������������صζ������˫��ˮ�IJд��ʡ�
�ھ�����Ⲽ��һ��
���������IJ�������YG��B��026D-500�Ͷ���ǿ���ǵļв��ڣ�����ƽֱʱ�����м�ľ���ΪL1���趨�����ٶ�Ϊ
������ǰ���֯���ȡ����֮ǰ��
��ϴ�ζȲ��Բ�����ϴɫ�ζ�ISO105-C03-1989������Ħ��ɫ�ζȲ��Բ���GB3920-1997����֯Ʒ��Ħ��ɫ�ζ�ʵ�鷽��������
4 ������������
4.1 ǰ�����������ܶԵ���ǰ�������յ�Ӱ��
����ѡ����Ŀǰ�����ϱȽ��д����Բ����ʺϵ���ǰ�������յIJ�Ʒ������
��2 ���ֵ���ǰ�������յ������䷽
|
���� |
�䷽�ɷݣ�g/L�� |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
TANNEX
BE |
0.5 |
1 |
- |
- |
- |
- |
- |
- |
- |
|
ERKANTOL
NR |
0.5 |
1 |
- |
- |
- |
- |
- |
- |
- |
|
HK |
- |
- |
- |
- |
4 |
4 |
- |
- |
- |
|
HK2058B |
- |
- |
- |
- |
1.5 |
- |
- |
- |
- |
|
JA-618D |
- |
- |
- |
- |
- |
- |
3 |
- |
- |
|
TF-179 |
- |
- |
- |
- |
- |
- |
- |
2 |
- |
|
TF-189 |
- |
- |
- |
- |
- |
- |
- |
- |
5 |
|
C-335 |
- |
- |
1 |
2 |
- |
2 |
2 |
- |
- |
|
���G |
1.5 |
1.5 |
1.5 |
1.5 |
- |
- |
- |
- |
- |
|
Ƭ�� |
1.5 |
1.5 |
1.5 |
1.5 |
- |
1.5 |
1.5 |
1.5 |
1.5 |
|
35%˫��ˮ |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
��3 ���ֵ���ǰ�������յ����ܱȽ�
|
��� |
��ʼ PHֵ |
���� PHֵ |
���� ���룩 |
�� |
ëЧ ��mm�� |
˫��ˮ �д��� |
���ѿ�ȥ�� |
������ |
|
1 |
12.26 |
12.01 |
|
61.4 |
113 |
46.2% |
++ |
+ |
|
2 |
12.25 |
12.02 |
|
62.9 |
132 |
41.7% |
+ |
+ |
|
3 |
12.28 |
12.05 |
|
58.0 |
100 |
32.8% |
++ |
+ |
|
4 |
12.28 |
12.06 |
|
62.3 |
134 |
41.7% |
+ |
++ |
|
5 |
11.86 |
11.75 |
|
49.6 |
30 |
40% |
+++ |
+ |
|
6 |
11.89 |
11.80 |
|
47.7 |
110 |
26.3% |
++ |
++ |
|
7 |
11.90 |
11.82 |
|
37.4 |
102 |
37.5% |
++ |
++ |
|
8 |
12.22 |
11.96 |
|
45.9 |
116 |
75% |
++ |
+++ |
|
9 |
12.24 |
12.04 |
|
46.6 |
112 |
81.8% |
++ |
+++ |
ע�����ѿǵ�ȥ����������ۣ����ѿ��١�+�� ���ѿ��еȡ�++�� ���ѿǽ϶ࡰ+++��
����Һ�е����������ۣ����ݵ͡�+�� �����еȡ�++�� ���ݽ϶ࡰ+++��
4.2 ���G������ǰ�����ȵ�Ӱ��
�������ܱȽ������У����Dz��û��G������Ϊ
��4 ���G������ǰ�����ȵ�Ӱ��
|
���G������g/l�� |
1 |
1.2 |
1.4 |
1.6 |
1.8 |
|
�� |
48.2 |
57.5 |
59.2 |
62.4 |
62.8 |
4.3 ��ͬpHֵ�Ĺ��������¶Ի��G��Ӱ��
��������ѡ�����G������Ϊ
��5 ���G������ǰ�����ȵ�Ӱ��
|
pHֵ |
10 |
10.5 |
11 |
11.5 |
12 |
12.5 |
|
�� |
54.6 |
57.2 |
60.8 |
61.2 |
61.5 |
62.5 |
|
ëЧ��mm�� |
100 |
104 |
118 |
120 |
122 |
126 |
|
���ѿ�ȥ�� |
++ |
+ |
+ |
+ |
+ |
+ |
ע�����ѿǵ�ȥ����������ۣ����ѿ��١�+�� ���ѿ��еȡ�++�� ���ѿǽ϶ࡰ+++��
4.4 ����ǰ����
��Ư������˫��ˮ����ֽ⣨���������������ӣ������˷ֽ�һ��Ҫ�ڿ����н��С���ͳ����Ư�����¶���95
4.5 ����Ư��ʱ��ȵ�Ӱ��
���õ��»������Ư���գ�����Ư���¶ȱȽϵͣ�����ͨ��ʵ��õ�Ư��Ӧ��ʱ��ȳ���Ư���յ������ӣ�����ѡ��4#���ս��аȲ��ԡ����ݼ���7���ɼ�
4.6 ����Ư��ǰ��������һԡ���յ��Ż�
ͨ������ǰ����������ѡ��ͻ���ĺ���ʹ�ã�����ѡ����������4BK����ǰ��������һԡ���飨���鹤�հ�ͼ2���У����ֱ��Բ�ͬ�Ĺ������������жԱȣ�����8����3#��5#�Ľ�����������ۺ��������ã���ȫ���Դﵽ���ٽ���ǰ����Ư�ף����ף���Ŀ�ġ�
��6 ��
|
|
0min |
10min |
20min |
30min |
40min |
50min |
60min |
|
1 |
69.2% |
53.8% |
53.8% |
53.8% |
53.8% |
46.2% |
46.2% |
|
2 |
66.7% |
58.3% |
58.3% |
50% |
50% |
50% |
41.7% |
|
3 |
69.2% |
53.8% |
46.2% |
38.5% |
38.5% |
38.0% |
38.0% |
|
4 |
66.7% |
58.3% |
50% |
50% |
41.7% |
41.7% |
41.7% |
|
5 |
80% |
60% |
60% |
40% |
40% |
40% |
40% |
|
6 |
47.4% |
42.1% |
31.6% |
31.6% |
26.3% |
26.3% |
26.3% |
|
7 |
56.3% |
56.3% |
43.8% |
43.8% |
37.5% |
37.5% |
37.5% |
|
8 |
90% |
85.2% |
85.2% |
81.6% |
81.3% |
75% |
75% |
|
9 |
92.3% |
89.3% |
89.0% |
87.8% |
86.2% |
81.8% |
81.8% |
��7 ����Ư��ʱ��ȵ�Ӱ��
|
Ư��ʱ�� |
20min |
30min |
40min |
50min |
60min |
70
min |
80
min |
|
˫��ˮ�д��� |
50% |
50% |
41.7% |
41.7% |
41.7% |
41.3% |
41.1% |
|
�� |
46.2 |
46..2 |
54.4 |
62.2 |
62.2 |
62.4 |
62.6 |
��8 ����ǰ�����м�������������������
|
|
ǰ�������� |
1 |
2 |
3 |
4 |
5 |
|
�䷽�ɷ� |
TANNEX
BE |
���� |
0.5 |
1 |
���� |
���� |
|
ERKANTOL
NR |
���� |
0.5 |
1 |
���� |
���� |
|
|
C-335 |
2 |
���� |
���� |
1 |
2 |
|
|
���G |
���� |
1.5 |
1.5 |
1.5 |
1.5 |
|
|
Ƭ�� |
2 |
2 |
2 |
2 |
2 |
|
|
35%˫��ˮ |
7 |
7 |
7 |
7 |
7 |
|
|
��������4BK��%�� |
0.7 |
0.7 |
0.7 |
0.7 |
0.7 |
|
|
���ܱȽ� |
ëЧ��mm/30min�� |
162 |
160 |
167 |
163 |
170 |
|
�� |
99.6 |
104.5 |
104.8 |
103.4 |
104 |
|
|
˫��ˮ�д���% |
50% |
52% |
52% |
48% |
48% |
5 ����ʵ���;���Ч��Ա�
���������Ĺ�����������Ϊ�˽�һ��ȷ��ǰ��������Ư���յĿ����ԣ��Ż������ƹ�������������������ѡ�����ֳ���������������ʵ���������볣��ǰ�������ս������ܶԱȣ��Ӷ��������ۺ�����������Ч��ȷ���������
5.1 ȫ����֯��Ⱦɫǰ����Ư����������
ë������ף�10���ӣ��������ϣ�5���ӣ�����������
�������ݿɼ���9����10����11�����ֳ���������������������ǰ�������ո�������ָ����ȫ����Ŀǰʹ�õij��湤�յ�Ҫ���Դﵽ���ܵͺĹ��յ����
��9 ����ǰ�������պͳ���ǰ���������ۺ�����ָ����ԶԱȣ�һ��
|
ǰ���� ���� |
���� |
���� |
���¼������� |
����������� |
|
����ǰ������C-335 |
g/l |
1.5 |
���� |
|
|
����Ư���G |
g/l |
1.5 |
���� |
|
|
Ƭ�� |
g/l |
2 |
2 |
|
|
35%˫��ˮ |
g/l |
4 |
4 |
|
|
����һ������ |
g/l |
���� |
2 |
|
|
��Ư�¶� |
|
|
||
|
���ܲ��� |
�� |
60.2 |
57.8 |
|
|
ëЧ��mm/30min�� |
140 |
130 |
||
|
ǰ������ʱ |
155���� |
200���� |
||
|
ǰ����������ʡ�� |
30% |
���� |
||
|
ʧ�� |
2.3% |
4.2% |
||
|
����ǿ����ԭ��472.7N�� |
428.3N |
418.7N |
||
��10 ����ǰ�������պͳ���ǰ�������ն�Ⱦɫ��Ӱ��
|
ָ�� |
���¼������� |
����������� |
|
|
K/Sֵ |
13.28 |
13.30 |
|
|
Ⱦɫ��Ⱦ�� |
++++ |
++++ |
|
|
Ⱦɫ���������ۺ����� |
+++ |
+++ |
|
|
Ħ���ζ�/�� |
��Ħ |
4-5 |
4-5 |
|
ʪĦ |
3-4 |
3-4 |
|
|
��ϴ�ζ�/�� |
ԭ�� |
4 |
4 |
|
��մ |
3-4 |
3-4 |
|
Ⱦɫ���գ����Ի�BF-3R
0.81% o.w.f�����Ժ�BF-3B
0.22% o.w.f��
������BF-BR0.46% o.w.f��Ԫ����
��11 ����ǰ�������պͳ���ǰ���������ۺ��������ԶԱ�
|
|
����֯���߲��� |
���¼������� |
����������� |
|||
|
����֯��Ư�� |
��Ⱦɫ�� |
����֯��Ư�� |
��Ⱦɫ�� |
|||
|
��ˮ�ߣ�mm�� |
0 |
120 |
122 |
118 |
120 |
|
|
�� |
20.5 |
58.5 |
- |
58.6 |
- |
|
|
ǿ����Kgf�� |
���� |
48.3 |
53 |
48 |
51.2 |
45 |
|
� |
16.87 |
17.8 |
13.8 |
16.8 |
12.8 |
|
|
����� |
���� |
85% |
84% |
91% |
82% |
88% |
|
� |
202% |
348% |
260% |
320% |
260% |
|
5.2 ȫ����֯������ȫƯ�����ף���������
ë������ף�10���ӣ������ϣ�5���ӣ���������
��12 ���¼��������պͳ�������������ۺϲ��ԶԱ�
|
|
|
���� |
���¼��������� |
������������� |
|
ǰ �� �� |
C-335 |
g/l |
1.5 |
���� |
|
���G |
g/l |
1.5 |
���� |
|
|
Ƭ�� |
g/l |
2 |
2 |
|
|
35%˫��ˮ |
g/l |
7 |
7 |
|
|
����һ������ |
g/l |
���� |
2 |
|
|
4BK���� |
|
0.8 |
0.8 |
|
|
ָ�� |
�� |
104.5 |
105 |
|
|
��Ư�¶� |
|
|
||
|
ǰ������ʱ |
130���� |
180���� |
||
|
ǰ����������ʡ |
30% |
���� |
||
|
ʧ�� |
2.2% |
3.4% |
||
6 �� ��
6.1 ����֯���̼ǰ��������Ư���ܹ�����ȫ���ϵ�ǰȾ����ҵ�����е�̼Ⱦ���ͽ��ܼ��ŵ����빤�գ���ô�������������߲�Ʒ�Ļ�����ֵ�����ҿ��Դ������ͳɱ��Ļ��ᣬ�ܺĿ��Խ���30%���ң��ӹ�ʱ���ʡ20-30%���ﵽ��ɫ��̼��������̬Ⱦ�������ܼ��š������̵ȹ������
6.2 ����ǰ��������Ч�����ã��������ָ����ﵽ��������յ�Ҫ����֯�ﴦ�����ʧ�غͶ���ǿ�������Ը��ƣ����Ǵ˵�̼ǰ�������յ���һ���ص㣬Ϊ��ҵ����һ���þ���Ч�档
6.3 ��������˫��ˮ���G�ڼ���ǰ���������У�Ӧ�ù��ռ�PHֵ���������ȶ�����ָ�����ã�������ǰ�����¶ȴ�
6.4 ĿǰȾ��������ҵ�����ڿ������ø��ֵ���ǰ�����Լ����ٽ���ǰ�������������������Ŀ������ȷ�ģ���Ҫ��ȫ�ﵽ����ͬ���Ʒ��ˮƽ������Ҫһ����ʱ���о��Ϳ�����ͨ��ʵ��֤������̼���ܡ���Ч�㷺��ǰ�������������⼸����ص㷢չ����
�ο����ף�
��1�����裮��̬Ⱦ���ͽ��ܼ��Źؼ������� 2009��ȫ��ӡȾ��ҵӦ��Σ�����ҵ�������ֻ����ļ�P1-10
��2���½ܣ���Ӧ��̼����Ҫ������ͷ�֯ӡȾ�����ķ�չ��Ӧ�� ��