太阳热反射隔热涂层织物的研究qq41
王科林,陈克宁,牛家嵘 (天津工业大学 纺织学院,天津 300160)
原载:第七届全国印染后整理论文集(2008.12);245-251
【摘要】采用对近红外辐射具有高反射、低吸收的二氧化钛为功能粒子,制得能显著降低被覆盖空间环境温度的太阳热反射隔热涂层织物。探讨了二氧化钛的用量、涂层次数、焙烘时间和焙烘温度对涂层织物性能的影响,确定了最佳的涂层工艺条件:二氧化钛的用量为18.0 %,刮涂4次,焙烘时间为3 min,焙烘温度为140℃。整理后,所制得的太阳热反射隔热涂层织物内侧平衡温度增加量比未涂层织物的低17℃。
【关键词】二氧化钛;热反射;涂层织物;隔热性能
建筑屋顶和外墙表面温度升高会引起周围环境和室内温度过高[1]。在世界上有很多城市夏季热岛现象变得越来越严重,使人们的居住环境日益恶化,严重降低了人们生活环境的舒适度,增加了空调和风扇的制冷用电量[2-3]。每年夏季空调、风扇等降温设备所消耗的能量,占每年能源消耗的20%,造成了极大浪费。随着国民经济的高速发展,能源危机在我国显得尤为突出[4]。在当今倡导节能降耗减排的新形势下,节约能源显得尤为重要。因此,具有反射太阳热能和被动辐射制冷的材料日益受到人们的关注,具有太阳热反射和辐射功能的涂层材料成为当前人们研究和开发的热点。
在太阳热辐射总能量中,可见光(0.4~0.7 μ m)占43%,近红外辐射(0.7~2.5
μ m)占52%,紫外辐射(0.3~0.4 μ m)占5%。由此可见,只要屏蔽了近红外辐射就可以显著降低物体表面和内部环境温度[5]。本文选用了对近红外辐射具有高反射、低吸收的金红石型二氧化钛作为功能粒子,通过涂层整理的方法将其牢固地粘附在棉织物上,制得了太阳热反射隔热涂层织物;探讨了涂层加工工艺条件对其隔热性能和物理机械性能的影响。
1 实验
1.1 材料及试剂
材料 经退浆、煮练后的未漂纯棉织物;
试剂 金红石型二氧化钛(工业级),有机粘合剂(工业级),N,N-二甲基甲酰胺(DMF,分析纯),六偏磷酸钠(分析纯)。
1.2 实验仪器
LTF 97885涂层机(瑞士),控温织物隔热性能测试箱(自制,如图1所示),LD电子天平(沈阳龙腾电子有限公司),D-7401-50型电动搅拌器(天津市华兴科学仪器厂),YG
065电子式织物强力机(莱州市电子仪器有限公司),WSD―3U荧光白度仪(北京康光仪器有限公司),202 电热恒温干燥箱(天津市实验仪器厂)。
1.3 隔热涂料的制备
(1) 先将二氧化钛加入到2/3用量的DMF中,在电动搅拌器中搅拌分散成悬浮液,搅拌20
min后加入适量质量分数为5%的六偏磷酸钠溶液,继续搅拌分散40 min,使之均匀;(2) 用剩下的1/3用量的DMF将有机粘合剂粉末溶解,然后用玻璃棒搅拌至完全溶解均匀,静置至其中不含气泡;(3)
将分散均匀的二氧化钛悬浮液加入到完全溶解均匀的有机粘合剂溶胶中,将所得混合物搅拌至混合均匀,即得所需隔热涂料。
1.4 隔热涂层织物的制备
(1) 调试涂层机,将涂层机中的刮刀与导布棒之间的隔距固定在60 μ m,将待涂层织物
平整地固定在针板上;(2) 将以上制备好的隔热涂料用刮刀涂敷到织物上,每次涂完后在100℃下烘干3 min,然后根据不同要求进行焙烘;(3) 将所得的隔热涂层织物在水中洗涤3次后在100℃下于烘箱中烘干;(4) 将烘干后的隔热涂层织物进行性能测试。
工艺流程:
|
|

1.5 分析测试及性能表征
(1) 隔热性能
采用自制的控温织物隔热性能测试箱,该测试箱保证了测试环境温度和湿度的稳定,内部没有气流的干扰,可以按照预先的设定控制箱体内部温度,达到有效减小误差的目的,使实验结果精确度及可信度显著提高。
|
|
|
图1 控温织物隔热性能测试箱示意图 |
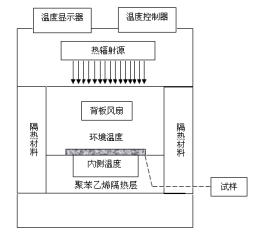
将试样放入测试箱内,测试不同热辐射时间下试样内侧的温度(T),并以这一温度T与试样未受热辐射时试样内侧的初始温度(T0)之差(△T)随辐射时间的变化来评价试样的隔热性能[6]。
(2) 断裂强力
试样断裂强力在YG 065电子式织物强力机上按照GB/T
3923.1―1997《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定 条样法》测定[7]。
(3) 白度
将试样折叠成4层,在WSD―3U荧光白度仪上测试其hunter白度。经、纬向各测3次,取其算术平均值。
2 结果与讨论
2.1 二氧化钛用量对隔热涂层织物性能的影响
图2和图3分别为不同二氧化钛用量下各涂层织物的隔热性能和断裂强力。
|
|
|
|
图2 二氧化钛用量对隔热性能的影响 |
图3 二氧化钛用量对断裂强力的影响 |
注:未涂层织物的断裂强力为671.7N。
从图2看出,经二氧化钛涂层后,织物的隔热性能明显增强。辐射16 min后,涂层织物内侧温度增加量明显低于未涂层织物的。这是因为二氧化钛是一种折光指数很高的白色填料,对太阳光中的近红外辐射具有较强的反射作用,其近红外反射比可达到80%[8]。
当用量低于18%时,随着功能粒子用量的增加,在同一测试时刻,涂层织物内侧温度增加幅度明显下降,涂层织物的隔热性能增强。这可能与涂层中功能粒子的数量有关。在低用量时,涂层中所含的功能粒子数量少,因此与红外光子发生相互作用的几率少,发生散射作用的机会就少,所以红外透过多而反射少。随着用量的增加,涂层中所含的功能粒子数量增加,与红外光子发生作用的几率增加,则散射作用增强,红外反射率增加。当功能粒子的用量达到18%时,继续增加用量,在同一测试时刻,涂层织物内侧温度增加量变化甚小,涂层织物的隔热性能趋于稳定。
图2中功能粒子用量为18%和22.5%的涂层织物的热辐射――温度变化曲线极为相似,几乎重合。这是因为对于强度一定的红外辐射,已经有足够的二氧化钛粒子与红外光子发生作用,使之发生反射,所以再增加功能粒子的用量,涂层织物的隔热性能提升的幅度不大[9]。
从图3看出,与原布相比,涂层织物的断裂强力增加,并且随着二氧化钛用量的增加而提高。这是由于二氧化钛的表面羟基和有机粘合剂会通过氢键形成交联网络,有机粘合剂在棉织物上形成一层高分子膜,受到外力拉伸时,可为棉纤维分担外加应力,因而断裂强力提高;随着二氧化钛用量的增加,氢键数量增加,交联网络作用增强,能更好地分散和传递外来应力,因此,涂层织物的断裂强力随二氧化钛用量的增加而提高。
2.2
涂层次数对隔热涂层织物性能的影响
图4和图5分别为不同涂层次数下各涂层织物的隔热性能和断裂强力。
|
|
|
|
图4 涂层次数对隔热性能的影响 |
图5 涂层次数对断裂强力的影响 |
由图4知,涂层织物的隔热性能随着涂层次数的增加而提高。这是因为随着涂层次数的增加,涂层织物上二氧化钛的含量增加,对近红外反射作用增强,透过织物进入内侧的辐射减少,所以其隔热性能随之提高。
由图5知,涂层织物的断裂强力随着涂层次数的增加而增大。这是由于增加涂层次数,涂层织物上二氧化钛含量增加,氢键数量增加,形成的交联网络作用增强,所以涂层织物的断裂强力随之增大。
2.3
焙烘温度对隔热涂层织物性能的影响
图6和图7分别为不同焙烘温度下各涂层织物的隔热性能和物理机械性能。
|
|
|
|
图6 焙烘温度对隔热性能的影响 |
图7 焙烘温度对物理机械性能的影响 |
注:未焙烘涂层织物的断裂强力为748.0 N,hunter白度值为91.74。
从图6可以看出,与未焙烘涂层织物相比,焙烘后涂层织物的隔热性能发生下降。这是由于焙烘使涂层织物的白度下降了(图7),削弱了其对热辐射的镜面反射能力。
同时,纤维素纤维经受不同温度的热处理,尤其是在较高的温度下,超分子结构及物理和化学性质都会发生一定的变化。当热处理温度高于150℃时,纤维素结构中部分葡萄糖基开始脱水,发生纤维素的热降解,热降解会导致强度下降[10],从而削弱了织物对热辐射的阻挡能力;相比较而言,在140℃焙烘的涂层织物隔热性能下降幅度小于160℃和180℃焙烘的,这是因为温度低于150℃时,纤维素只发生物理吸附水的解吸反应。
由图7知,与未焙烘涂层织物相比,140℃焙烘使涂层织物的断裂强力提高;160℃和180℃焙烘使涂层织物的断裂强力下降,且180℃使其下降的幅度更大。这可能是因为140℃焙烘,纤维素未发生热降解,有机粘合剂链段发生更大程度的伸展,增强了其与二氧化钛的表面羟基通过氢键形成的交联网络,因而断裂强力提高。当温度高于150℃时,纤维素会发生热降解导致强度下降;同时由于该有机粘合剂的熔点为160~170℃,在160℃和180℃焙烘时,有机粘合剂形成的高分子膜及其与二氧化钛之间的氢键会发生断裂,交联网络作用减弱,导致断裂强力下降,温度越高下降的幅度越大。
2.4 焙烘时间对隔热涂层织物性能的影响
图8和图9分别为在140 ℃焙烘,不同焙烘时间下各涂层织物的隔热性能和物理机械性能。
|
|
|
|
图8 焙烘时间对隔热性能的影响 |
图9 焙烘时间对物理机械性能的影响 |
由图8看出,涂层织物的隔热性能随着焙烘时间的延长而有所下降,但下降幅度甚微。对比图6和图8可以得出,相对于焙烘温度的影响,焙烘时间对其隔热性能的影响要弱得多。这是由于在140℃焙烘,纤维素未发生热降解,涂层织物的白度随焙烘时间的延长,下降的幅度很小,其hunter白度值均在90~91之间,仍然较高(由图9可知),所以其对热辐射的镜面反射能力仍然较强,隔热性能较好。
由图9知,在140℃下焙烘,涂层织物的断裂强力随着焙烘时间的延长而呈增大的趋势。这是由于在低于纤维素发生热降解的温度下焙烘,延长焙烘时间,有利于有机粘合剂分子链段发生更大程度的伸展,增强其与二氧化钛的表面羟基通过氢键形成的交联网络,使其能更好地分担外来应力,所以涂层织物的断裂强力随之延长而增大。
2.4 工艺条件的优化
根据以上对影响隔热涂层织物性能的各因素分析结果,选择了二氧化钛的用量(A)、涂层次数(B)、焙烘时间(C)和焙烘温度(D)四个因素,而每个因素取三种水平,进行正交实验。本正交实验采用L9(34)正交表[11-12]。整理工艺因素水平选择见表1所示。正交实验结果分析如表2所示。
表1 整理工艺水平表
|
|
1 |
2 |
3 |
|
二氧化钛的用量(A) |
14.0% (A1) |
18.0% (A2) |
22.5% (A3) |
|
涂层次数(B) |
2 (B1) |
3 (B2) |
4 (B3) |
|
焙烘时间(C) |
3 min (C1) |
5 min (C2) |
7 min (C3) |
|
焙烘温度(D) |
160℃ (D1) |
140℃ (D2) |
180℃ (D3) |
表2 正交实验结果分析
|
实验序号 |
TiO2的用量/% |
涂层次数 |
焙烘时间/min |
焙烘温度/℃ |
辐射16 min后的△T值/℃ |
断裂强力/N |
hunter白度 |
|||
|
1 |
14.0 |
2 |
3 |
160 |
46.6 |
755.0 |
89.61 |
|||
|
2 |
14.0 |
3 |
5 |
140 |
44.8 |
841.0 |
91.61 |
|||
|
3 |
14.0 |
4 |
7 |
180 |
44.5 |
699.0 |
84.56 |
|||
|
4 |
18.0 |
2 |
5 |
180 |
44.6 |
799.0 |
86.59 |
|||
|
5 |
18.0 |
3 |
7 |
160 |
45.5 |
744.0 |
86.04 |
|||
|
6 |
18.0 |
4 |
3 |
140 |
41.6 |
793.0 |
92.69 |
|||
|
7 |
22.5 |
2 |
7 |
140 |
42.4 |
818.0 |
91.11 |
|||
|
8 |
22.5 |
3 |
3 |
180 |
42.8 |
797.0 |
87.68 |
|||
|
9 |
22.5 |
4 |
5 |
160 |
41.4 |
822.0 |
89.45 |
|||
|
|
|
A |
B |
C |
D |
影响次序 |
|
|||
|
辐射16min后的△T值 /℃ |
KⅠ1 |
135.9 |
133.6 |
131.0 |
133.5 |
A>B>D>C |
|
|||
|
KⅠ2 |
131.7 |
133.1 |
130.8 |
128.8 |
|
|||||
|
KⅠ3 |
126.6 |
127.5 |
132.4 |
131.9 |
|
|||||
|
kⅠ1 |
45.3 |
44.5 |
43.7 |
44.5 |
|
|||||
|
kⅠ2 |
43.9 |
44.4 |
43.6 |
42.9 |
|
|||||
|
kⅠ3 |
42.2 |
42.5 |
44.1 |
44.0 |
|
|||||
|
rⅠ |
3.1 |
2.0 |
0.5 |
1.6 |
|
|||||
|
断裂强力/N |
KⅡ1 |
2295.0 |
2372.0 |
2345.0 |
2321.0 |
C>D>A>B |
|
|||
|
KⅡ2 |
2336.0 |
2382.0 |
2462.0 |
2452.0 |
|
|||||
|
KⅡ3 |
2437.0 |
2314.0 |
2261.0 |
2295.0 |
|
|||||
|
kⅡ1 |
765.0 |
790.7 |
781.7 |
773.7 |
|
|||||
|
kⅡ2 |
778.7 |
794.0 |
820.7 |
817.3 |
|
|||||
|
kⅡ3 |
812.3 |
771.3 |
753.7 |
765.0 |
|
|||||
|
rⅡ |
47.3 |
22.7 |
67.0 |
52.3 |
|
|||||
|
hunter 白度 |
KⅢ1 |
265.78 |
267.31 |
269.98 |
265.1 |
D>C>A
>B |
|
|||
|
KⅢ2 |
265.32 |
265.33 |
267.65 |
275.41 |
|
|||||
|
KⅢ3 |
268.24 |
266.7 |
261.71 |
258.83 |
|
|||||
|
kⅢ1 |
88.59 |
89.1 |
89.99 |
88.37 |
|
|||||
|
kⅢ2 |
88.44 |
88.44 |
89.22 |
91.80 |
|
|||||
|
kⅢ3 |
89.41 |
88.9 |
87.24 |
86.28 |
|
|||||
|
rⅢ |
0.97 |
0.7 |
2.75 |
5.52 |
|
|||||
从表2正交实验结果分析可以看出,极值r越大,对性能指标的影响越大。对涂层织物隔热性能影响最显著的是二氧化钛的用量,其次是涂层次数,再次是焙烘温度,最后是焙烘时间;对涂层织物断裂强力影响最显著的是焙烘时间,其次是焙烘温度,再次是二氧化钛的用量,最后是涂层次数;对涂层织物hunter白度影响最显著的是焙烘温度,其次是焙烘时间,再次是二氧化钛的用量,最后是涂层次数。
综合以上因素,从降低成本的角度出发,确定了太阳热反射隔热涂层织物的最佳涂层工艺条件为:二氧化钛的用量为18.0%,刮涂4次,焙烘时间为3 min,焙烘温度为140℃。
图10为最佳涂层工艺条件下的隔热涂层织物与未涂层棉织物的隔热性能。
|
|
|
图10 不同织物的隔热性能 |
从图10可以看出,未涂层棉织物的内侧平衡温度增加量为66.7℃,而由最佳涂层工艺制得的隔热涂层织物内侧平衡温度增加量仅为49.7℃,比未涂层棉织物的低17℃,表现出显著的隔热效果。
3 结论
(1) 金红石型二氧化钛是一种对近红外辐射具有高反射比的功能粒子,将其涂覆到棉织物上可制得太阳热反射隔热涂层织物,这种功能织物能显著延缓被覆盖空间内侧温度的升高。
(2) 通过对影响所制得的隔热涂层织物性能的各因素分析,结合正交实验,确定了最佳的涂层整理工艺条件。
(3) 经最佳工艺处方整理后,所制得的隔热涂层织物的隔热性能明显提高,其内侧平衡温度增加量比未涂层棉织物的低17℃。
参考文献
[1]
曾一军.丙烯酸树脂太阳热反射涂料[P].CN Pat,1405248A,2003-3-26.
[2] 郭清泉,邓淑华,黄惠民,等.涂层日光热反射能力与反射材料粒径及聚集状态的关系[J].涂料工业,2007,37(1):18-21.
[3] A. Synnefa, M. Santamouris, I. Livada.A study of the
thermal performance of reflective coatings for the urban environment[J]. Solar
Energy,2006,80:968-981.
[4] 侯翠红,孙吉梅,张宝林,等.红外反射涂料在玻璃上的隔热效果研究[J].郑州大学学报(工学版),2007,28(2):54-56.
[5] Ronnen Levinson,Paul Berdahl,Hashem Akbari,et.al.Methods of
creating solar-reflective nonwhite surfaces and their application to
residential roofing materials[J].Solar Energy Materials and Solar
Cells,2007,91:304-314.
[6] 华涛,杨元.织物防热辐射性能测试方法的研究[J].产业用纺织品,2000,18(12):38-41.
[7]
GB/T 3923.1―1997.中国纺织标准汇编基础标准与方法标准卷(二)[S].
[8] 李延升.反射近红外辐射涂料的研究[D].长沙:中南大学,2004.
[9] LEI Shaomin,GONG Wenqi,BAI Chunhua,et
al.Preparation of TiO2/Kaolinite Nanocomposite and Its
Photocatalytical Activity[J].Journal of Wuhan University of
Technology-Mater:Sci Ed,2006,21(4):12-15.
[10] 詹怀宇,李志强,蔡再生.纤维化学与物理[M].北京:科学出版社,2005.
[11] 汪荣鑫.数理统计[M].西安:西安交通大学出版社,2002.
[12] 罗汉,彭国强.概率论与数理统计[M].北京:科学出版社,2007.