轻质CaCO3对聚氨酯湿法涂层的影响
英捷 广东省鹤山县化工制布厂
染整涂层及其他整理学术论文、资料选辑/1990
提要
轻质CaCO3作为助剂加入聚氨酯涂层液中,特使涂层液在凝固过程中的内应力发生变化,并使凝固过程的速度均匀,从而使微孔结构均匀,并能改善卷边,缩短凝固时间,因此,提高了生产率,克服了生产中卷边问题,和提高了产品的磨皮加工性能。
聚氨酯(以下简称PU)湿法人造革以全棉或涤棉起毛布为基底,表面涂上PU层,获得类似真皮的效果。但在生产过程中往往由于PU涂层结构不合理,涂层内微孔大小不等、分布不匀而影响最终产品的手感以及后工序的加工性能,因此,清楚了解PU湿法涂层的凝固机理,及据此加入某些物质,例
如加入轻质CaCO3能够解决上述问题、并能得到满意的微孔结构。
一、工艺流程
布基底→PU浆涂布→凝固槽→水洗槽→烘炉→半成品
全棉或涤棉起毛布经涂布刀涂上PU浆,然后进入水中凝固,再经水洗槽水洗、烘干即成半成品。涂布在起毛布上的PU浆进入凝固槽后,PU浆中的溶剂DMF向水中迁移,而水进入PU浆中,使PU树脂凝固成膜。
二、实验部分
1、浆料的配制,按下面的配方一和配方二称取物料。配方一的物料加在一起后搅拌至均匀。配方二中的轻质CaCO3最后
加入,且在搅拌下缓慢加入,搅匀。然后将装有配方一及配方二的烧杯,分别放入真空瓶中脱泡1小时,待用。
配方一 配方二
|
CU-3180S |
100克 |
CU-3180S |
100克 |
|
DMF |
6O克 |
DMF |
60克 |
|
|
CaCO3 |
20克 |
|
2、涂膜、观察收缩情况、并测定凝固时间,将上述二种浆分别在玻璃面上涂膜(涂布棒间隙1.2毫米),然后放入水槽中凝固。每隔1分钟在膜上放下约6克的珐码一个(自制小铁柱,Φ10毫米×高10毫米),12分钟后停止加入珐码,约15分钟时膜自动离开玻璃面,30分钟时从水槽中取出成膜,然后放入热水浴(60-80℃)中水洗20分钟。
取出压榨(或压榨后于120℃下烘干,此时膜收缩更为严重)。
三、结果
1、压榨后,配方一的成膜上有6个下陷的圆圈,表明成膜在6分钟后才能成形,且膜卷曲成筒,表明成膜收缩很大,二个面应力差别很大。用刀片切出小片,于60倍放大镜下观察截面结构如图1。

图1
涂层表面有约0.2-0.3毫米的致密层,致密层下面是不规则的微孔层,微孔有大有小,越往下,微孔越大,且大小越不均匀。
2、压榨后配方二的成膜上有4个下陷的圆圈,表明成膜在4分钟后才能成形,膜微卷曲不能成筒,表明成膜收缩不大,二个面的应力差别不大,用刀片切出小片,于60倍放大镜下观察,截面结构如图2。
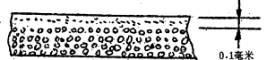
图2
涂层表面有约0.1毫米的致密层,致密层下面有约0.2的过渡层,过渡层里微孔从外往内、由小到大地均匀地变化,过渡层后是一层稳定的微孔层,在整个微孔层内的微孔大小相等,形状相同,呈圆状。
四、PU涂层凝固机理
PU涂层的凝固过程实际上是PU树脂在混合液中失稳析出的过程。引起析出的原因是混合液(DMF与水)的特性(DMF与水的比例、PU在其中的溶解度),及溶质(PU)在混合液中的浓度在凝固过程中发生变化。其动力学过程为,PU在上述因素影响下首先成核,然后是核增长,最后全部析出。成核及核增长由涂层外向内进行,按理想的过程,在凝固过程中的某一时刻,在涂层内部的同一平面上(与涂层面平行),混合液的特性和PU的浓度是相同的,而各平面之间的混合液特性和PU浓度不同,形成一个梯度,正是这个梯度,使凝固过程得以顺利进行。
PU是大分子,在混合液中的析出过程,并非理想过程。在其成核及核增长的过程中,伴随着分子的变形(收缩),并形成内应力,在外层产生的内应力对内层的成核及核增长都产生很大影响。由于这个内应力的影响,使后来的成核发生运动,最后影响凝固后的PU结构。
1、致密层的形成
PU涂层与水接触的表面,各种物质(DMF、水、PU)浓度在介面两边差别很大,即梯度很大,成核及核增长过程非常迅
速,而成核过程占主要地位。由于成核及核增长后的收缩,在介面上形成很大的内应力。内层的混合液在此应力作用下迅速运动,其中的PU分子在接近介面时成核并析出,其余部分继续运动,结果形成下层部分靠近介面的PU整体往上运动,在介面上析出,而析出的PU主要是以成核的形式出现,使介面上形成致密的PU凝固层,而下层的PU由于大量向上移动,使下层PU在混合液中的浓度迅速下降。
2、致密层下部浓度梯度下降
致密层在形成的过程中,其每一层面上的浓度梯度(DMF、水的浓度梯度)急剧变化,即浓度梯度的变化率非常大,在致密层的下部,浓度梯度非常小。从宏观角度讲,致密层的形成,阻碍了DMF和水的交换,减少了相互迁移的通道。
3、微孔层的形成
致密层形成后,各物质的浓度梯度迅速下降,PU在内层混合液中的浓度也显著降低,使PU在混合液中的稳定性提高,成核及核增长的速度变得缓慢,这时核增长占主导地位,而混合液受致密层应力的作用,核增长沿应力方向进行。 、
因此,在PU凝固过程中,(1)涂层介面的总浓度梯度(DMF、水、PU之和)越大,内应力越大,致密层越致密。(2)浓度梯度的变化率越小,致密层形成的时间越长,致密层厚度越大,内层PU在混合液中的浓度下降得就越多。(3)微孔层内的浓度梯度越大,成核的数量就越多,微孔就越细。(4)微孔层
受致密层作用力越小,核增长的方向性越小。
五、结果分析
根据上述PU凝固机理,未加入轻质CaCO3的涂膜(配方一),致密层形成时内应力很大,使大量内层PU往上运动,故致密层较厚,而内层PU在混合液中浓度大幅下降。致密层形成后,浓度梯度又很小,混合液中PU分子稳定性较高,使微孔层内的成核量少;核增长时间长,增长速度缓慢,形成较大的微孔,同时又受致密层应力作用,使微孔指向应力方向,呈长条状,最后整个凝固时间较长,又由于成膜后的致密层与微孔层致密度差别大,内应力相差较大,导致成膜卷曲严重。
加有轻质CaCO3的涂膜(配方二),由于CaCO3是离子型化合物,很容易被水所湿润。CaCO3粒子表面的毛细孔对水的虹吸作用,便水容易地从一端移向另一端,而CaCO3在凝固过程中犹如一个核,故改变了PU的成核及核增长的比例,因此,加有轻质CaCO3的涂层,在凝固时,表面均匀分布的CaCO3微粒,首先形成众多的核,提高了PU分子核增长的速度,加上各物质较大的浓度梯度,在涂层表面形成极致密层。极致密层比未加入CaCO3时出现的致密层还要致密。此时,浓度梯度迅速减至一定值,其减小速度较未加入CaCO3时强烈,所以,极致密层形成的时间极短,致密层较薄。而浓度梯度最后的定值主要靠CaCO3的量来确定,由CaCO3的虹吸作用来提供,它较未加入CaCO3时为大。又由于CaCO3微粒的均匀分布及CaCO3粒子的亲水性,使水首先进入CaCO3粒子,然后周围的PU分子以CaCO3粒子为核心析出、长大。各粒子间的应力相
互被抵消,整个极致密层内应力显著下降。因此,加入轻质CaCO3后。整个微孔层的形成过程发生很大变化。首先,由于极致密层较薄,表示内层PU在混合液中的浓度下降福度小,其浓度较未加入CaCO3时为高。其次,致密层内应力下降,使内层混合液的运动速度下降,加上致密层后的浓度梯度较大、
较恒定,且分散在混合液中的CaCO3粒子具有核的作用,从而提高了PU分子的核增长速度,减少了PU分子上移的量,使整个微孔层微孔大小相等、分布均匀、呈圆形状、并缩短了整个涂膜的凝固时间。
以上分析只是定性的,并未作过系统的定量测量。
五、轻质CaCO3在湿法PU涂层生产上的应用
我厂现有湿式PU涂层生产线二条,一条是台湾制造,物料在凝固槽中由导轮支托,另一条是国产的,物料在凝固槽中由拉幅支托。二套设备均使用轻质CaCO3生产湿法产品。
我们在生产人造鹿皮时,由于湿法产品微孔结构不合理,微孔大而不匀,靠近起毛布的部分强度太低,在磨皮加工时,磨不出需要的效果,且手感不好,有时甚至磨皮加工不能正常进行,加入轻质CaCO3后,微孔结构得到很大改善,成品率大幅度提高。
六、结论
l、PU的湿法凝固机理虽未有定量数据的支持,但它能够解释生产上出现的问题,并可指导生产、调节配方,因此具有一定的实用性。
2、轻质CaCO3在湿法涂层中的作用;
(1)减少膜层凝固时的内应力、卷边。
(2)使膜层微孔均匀。
(3)提高涂层的凝固速度。
附表,CU-3180S有关资料
生产厂家:台精化学工业股份有限公司 产地:台湾
|
规格 |
粘度Poise/25℃ |
不挥发分 NV(%) |
100%模量(公斤/厘米2) |
断裂强力(公斤/厘米2) |
断裂伸长率(%) |
溶剂 |
|
CU-3180S |
700-1200 |
30±1 |
50 |
500-600 |
500-600 |
DMF |