维纶"三防"蓬盖布涂塑工艺的研究
江苏省纺织研究所 黎伟中 金维莘
染整涂层及其他整理学术论文、资料选辑/1990;12-16
提要
针对轻薄型维纶“三防”涂塑蓬布的发展趋势,提出了多重涂覆的生产新工艺。就涂覆量、静水压、撕破强力、柔软性、耐麽损性等方面和常规的浸轧工艺作对比,揭示了两者在微观渗透上的本质区别。进而介绍了大生产工艺条件的控制、产品综合性能测试及对比方面的情况。
一、引言
维纶"三防"涂塑蓬盖布是国内近年来开发的一个产品。由于这类布具有较好的防水、阻燃、防霉、耐自然气温及耐化学品等性能,因而在交通运输、油田、矿业、军工、库贮业等众多领域里正日益取代传统的“油布”。国内对维纶“三防”涂塑布标准要求最严者要数铁道部,但数年来通过对符合“TB(铁道部)-1941-87”标准的“三防”蓬盖布的使用,发现其尚有价高、笨重、回收周转困难等缺陷。上述其它应用部门对“三防”蓬盖布也提出轻薄、廉价、高性能等要求。显然,要满足这些要求,除基布、PVC溶胶配方外,涂覆工艺的研究是至关重要的。
蓬盖布的涂塑方式在国内几乎毫无例外地一律采用浸轧法(辊轧法),即先使基布用PVC溶胶浸润,再予辊轧。此工艺较简单,设备要求也较低。但这种基于“渗透”的涂覆机理必定使其产品在性能上存在某些缺陷;而双面刮涂工艺(尤其多重刮涂)只要设备条件允许(如进口西德Ramish涂覆生产线),则产品的某些性能是浸轧工艺所不及的[1]。
二、不同涂覆工艺的分析对比
为对比不同涂覆工艺(方式)对产品性能的影响,本研究采用瑞士进口Marthis LTSV多功能涂覆机,对20S/2×20S/2
纯维纶基布以优化后的PVC溶胶进行双面涂覆。
涂刮用弧形刮刀单罗拉支承方式,刀角度置于第四位,浸轧用上下辊对轧方式。
1.涂覆量和静水压的关系
对于轻薄型蓬盖布,总希望涂覆量尽量小。对于一定的基布和PVC溶胶体系,其静水压和涂覆量必定有对应值。改变刮刀与支承辊的间隙(或调节双辊压力),即可调节涂覆量,从而提出“涂覆量-静水压”曲线(如图1)。
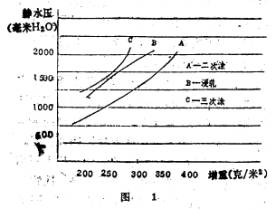
图l中A、B、C三曲线分别为三种涂覆方式。A为二次涂刮(正反各一次),B为浸轧,C为三次涂刮(正面二次,反面一次)。基布先经预轧后再涂层。从图二可见,对于同一静水压指标(2000毫米H20),所需涂覆量,二次涂刮A约为375克/米2,浸轧B为322克/米2,而三次涂刮C仅为280克/
米2。也即对于2000毫米H2O静水压指标,三次涂刮方式所需涂覆量分别比二次涂刮及浸轧方式小25%及13%。
2.影响涂覆量的因素分析
以上三曲线反映了涂覆方式对涂覆量的影响。实际上也反映出涂刮和浸轧方式中糊料对基布的渗透情况。对此可用粘性溶体力学中的Poiseuille定律;1=√A・d・t/η来讨论。
式中:1-涂层胶渗透深度或涂层厚度(厘米);A-涂层胶与基布的粘附力(达因/厘米2),d-基布孔隙直径(厘米);t-涂层胶在基布上的流动时间(秒);η-涂层胶粘度(Pa・秒).
当基布和PVC溶液确定后式中A、D即为定值,渗透厚度就取决予溶液在基布上仃留时间t及其粘度η。在大生产实践中,浸轧与涂刮相比,糊料在基布上流动时间(t),浸轧要高十几倍;而糊粘度η,浸轧则要小30%-50%,因此,渗透深度l,浸轧要比涂刮大得多(当然在涂刮中故意要设法增加渗透,则又另作别论)。
一般认为浸轧可使糊料尽可能渗透到布缝和纤维隙中,通过塑化使“使结成一体”。静水压值当然容易做得好(从图l中A、B曲线的位置可见),但如果能在减少渗透的同时,使溶胶在基布表面充分成膜,情况却相反,涂刮比浸轧静水压值更易于做得好(从图lB、C曲线的位置可见),这就是三次涂刮。
实施时,先将基布经一定温度预轧(减小d值),以粘度较大的糊料(增大η值),很小的刀隙快速底涂(减小t值),凝胶后,再正反各涂二次(必要时可四次涂刮)。这样既使产品保持较好的强力、手感,又使其在较小的涂覆量下达到较高的静水压指标。
3.微观分析
为了进一步证实多重涂覆工艺与浸轧工艺在微观“渗透”上的区别,将两种样品在扫描电子显微镜(Philips SEM 501B)下进行分析,并与原布样对比,结果参见图2、3、4。
|
|
图2 |

|
|
|
|
图3 |
图4 |
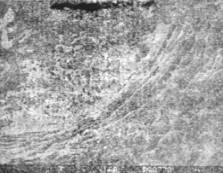

图2为未经涂塑的原样布,其布面断面经纬线向纤维束清晰可见;图3为多次涂乔工艺样布,从图中可见溶胶披覆在纤维束外面,经纬线纤维束之间无渗透;图4为浸轧工艺样布,可见溶胶除了披覆在纤维束外面之外,还向其内部渗透。
4.撕破强力、柔软性、耐磨损性的对比[2]
(1)撕破强力;以往“三防”涂塑蓬布的强力常以拉伸断裂强力来表示,但从铁路货运装卸现场对轻薄型蓬布的破坏性试验情况看,绝大多数呈撕裂状态破坏,断裂强力仅是次要的。把相同基布、相同涂覆量的三次涂刮和浸轧样布做对比,三次涂刮工艺的撕破强力均高于浸轧工艺(见表1)
表1
|
|
撕破强力 |
下垂高度 (厘米) |
耐磨损性 (次) |
|
|
T |
W |
|||
|
浸轧 |
218 |
143 |
2.8 |
1359 |
|
三次涂刮 |
243 |
155 |
4.2 |
>3096 |
(2)柔软性;三防涂塑蓬布对于手感虽然不很强调,但如果在其它性能相同的情况下,有较软的手感,则能使产品耐曲挠折迭而延长使用寿命,另外也有利于低温折迭、冲击压缩试验的指标。
柔软性可以试条在硬挺度仪上滑出一定距离后的下垂高度来表示。将不同工艺的试样作比较(参见表1),可见三次涂刮下垂高度比浸轧明显较大,即柔软性明显较好。
(3)耐磨损性;以往涂塑蓬布都不列此指标,但实际上耐磨损(尤其平磨)性的优劣,直接关系到产品的使用寿命。将不同工艺的样品作比较(参见表1),多次涂覆工艺因趋于表面成膜,其样品的耐磨损性竟比浸轧工艺样品高出1倍以上。
以上三方面性能对比所呈差异,显然都因多次涂覆工艺使溶胶对基布渗透较小的缘故。
三、大生产工艺条件及其控制
多次涂刮工艺的大生产实践可借助西德Ramish塑料地板涂覆线(江阴建筑塑料地板厂引进)。其中A线具备带凝胶的三次涂刮及气浮式翻转装置,C线具有一次涂刮及七个温度区、三十五米长的松式塑化房。二者均有张力同步、储布、冷却、大卷装、自动导向等袋置,门幅可达2米。
1.工艺流程
放布→热轧→A面底涂→凝胶→冷却→A面面涂→凝胶→冷却→B面涂覆→塑化→冷却→收卷。
2.刀隙、温度、车速
涂刮头为刀辊(主动)式,采用薄刀,调节刀辊相对位置及角度,并将刀隙调至适当位置(二次涂覆面较小,一次涂覆面较大),以满足一定的涂覆量。
温度控制,热轧为100-120℃凝胶为140-150℃,塑化为185-190℃。
车速控制,每分钟20米左右。
3.糊粘度
与浸轧工艺不同,三次涂覆工艺对溶胶粘度不能光以“单点”来衡量[3]。即为了减小糊料对基布的渗透,应使其具有较高的低剪切粘度;为了使高速涂布下减小刀头阻力及避免“震颤”现象,又应使糊料具有较低的高剪切粘度。实施时,对于前者可借助于高吸油量的填料[4],及拼用粘度较高的树
脂来调节,对于后者,必要时可用脂肪族稀释剂来加以调节,但应注意其用量及塑化条件,以免这种挥发性稀释剂给涂层带来微孔而影响静水压值。
四、产品综合性能测试及分析
本产品综合性能(15个指标)经各有关鉴证测试单位检测,证明均已达到或超过国内类似产品的最高标准(即铁道部标准;TB1941-87),见表2,值得注意的是,由于轻薄型基布(20S/2×20S/2维纶牵切纺),经优化配方和多重涂覆工艺的结合,使本产品在厚度和重量上比铁道部标准分别小25%及26%以上,完全达到了“轻薄、高强、多功能”的设计要求。实际上应用多重涂覆工艺,只须将涂覆量控制在300克/米2以内,就能使该产品所有性能指标达到表2中的水平,这是浸轧工艺所不及的。
表2 产品综合性能测试及对比
|
测试项目 |
测试数据 |
标准 |
测试单位 |
铁道部标准(TB-1941-87) |
|||
|
厚度(毫米) |
0.56 |
|
江苏省纺研所 |
0.75+0.1 |
|||
|
克重(克/米) |
553 |
|
750+100 |
||||
|
断裂强力(公斤力/5厘米) |
T |
217 |
TB1941-87 |
214 |
|||
|
W |
181 |
163 |
|||||
|
伸长率% |
T |
29 |
≥20% |
||||
|
W |
20 |
≥20% |
|||||
|
氧指数OI% |
原样 |
28 |
GB5454-85 |
上海消防研究所 |
≥27 |
||
|
水萃取后 |
28 |
≥27 |
|||||
|
热氧老化后 |
28 |
≥27 |
|||||
|
静水压(毫米2O) |
原样 |
>2000 |
TB1941-87 |
上海进口商品检验局 |
≥2000 |
||
|
水萃取后 |
>2000 |
≥1800 |
|||||
|
热氧老化后 |
>2000 |
≥1800 |
|||||
|
低温冲击压缩(断条数/试条数) |
原样(-20℃) |
0/3 |
TB1941-87 |
无锡塑料研究所塑料制品监测站 |
0/3 |
||
|
水萃取后(-10℃) |
0/3 |
0/3 |
|||||
|
热氧老化后(-10℃) |
0/3 |
0/3 |
|||||
|
防霉性(级) |
0 |
GB2423・16-81 |
上海工业微生物研究所 |
1 |
|||
|
毒性 |
无毒 |
卫生部部颁《工业毒理学试验方法》 |
上海医科大学放射医学研究所 |
基本无毒 |
|||
五、结论
1.缝纶“三防”蓬布的涂塑工艺若采用多重涂覆,则较常规的浸轧工艺有生产车速高、耗科少、产品重量轻、撕破强力高、手感软、耐磨损性好等优点,产品其它性能也都达到或超过铁道部标准。
2.多重涂覆工艺的大生产实践可在引进多次涂覆线(刮涂、园网涂等)上顺利进行。据调查,此类涂覆线国内引进达十多条,但多数处于“半休”状态。而涂塑"三防"蓬布在国内的需求量又很大,每年约需5000万米2,且有出口趋势,故此开发此类产品的前景广阔。
3.该产品批量试产后,经不同用户实际试用反映良好(详见鉴定报告)[1]。
4.多次涂覆工艺能否适用于逆辊辊涂法,有待进一步探索。
注;铁道部标准中阻燃性能测试法为酒精灯垂直燃烧法,指标为,自熄时间>10秒,其对应氧指数约27%。
参考文献
(1)双面涂塑"三防"蓬盖布的研制鉴定会资料,江苏省纺研所。江阴建筑塑料地板厂。
(2)《涂层织物性能要求与标准测试方法》,上海纺织工程学会印染学术委员会。
(3)《聚氯乙烯大全》,二、三卷,(美)L.I.纳斯。
(4)<Handbook of fillers and Reinforcements for Plasties>,Van Nos trand Reinbold Company.