ÅôÅëݪê¿üùö˜ñáø₤óñçᢈñÂyd19825
îΧ´ó¥È˜°ô¤šêà è§Ñ¨çôûߥ₤ëéȘè§Ñ¨çôøï253000
òí¡ÍàíóÖȤ2015 O3 O2
æ¼íÔ¥·§ÕȤîΧ´ó¥(1965-)ȘéÛȘè§Ñ¨çôøïàùȘ¿Ê°äòÎÀÈ
åÙåÄȤè§Ñ¨ñáø₤¢ó¥¥2016/3È£27-29
ÀƒíˆØˆÀ¢öáíô¡ªƒïåóá¡Ýªê¿üùö˜ÆŠòËôÕÈ₤§Þò¶£šñáüùö˜çáÅåáÉýŸØšÈ˜§¨òËôÕÆŠ§Þò¶üùö˜ä¾åÖýÂ便ÊÅ·§½ÅÅä¾£šÈ˜ÆŠåóá¡Ýªê¿üùö˜ñøÝÞ°èèÇȘÆé£₤¿ÊØíéðøûȘÆéîÀ¿ÊØíýöò»È˜îü¡þ¢ÄøóñáèÇÀÂø₤åš¿»°äȘ°è¿Îòåø₤ÀÈÑåݪê¿üùö˜ñáø₤óñçᢈñƒÔÆÅØ£èºçáýö¢¥ØãØÍÀÈ
Àƒ¿Ä¥■ÇòÀ¢åóá¡Ýªê¿üùö˜È£òËôÕüùö˜È£§Þò¶üùö˜È£ä¾£šÈ£¿ÊØíåÙå·È£àäëòÃâÚ
ÀƒøÅë¥ñøâÁ¤éÀ¢TS155.6 öáüæÝõòÑôŠÈ¤B öáíôÝÁ¤éȤ1009-3028(2006)03-0027-03
åóá¡Ýªê¿üùö˜òúØåçÆôÖöˆåÄäÍàÖàŠáèûæåóá¡È˜â«Æûóðäšà£çáýÐæǧÿ¿¤ëÀ¯ç¥àà+¤˜ùÛÀÝù¨øÄ¿ÎÅÏ¢ˆñÂѽ°èçáÅôأǺ§çöôèÂààýáêüÀÈ¡ûüùö˜£₤îÏÅåøòöàÑ´À¢¿æüëãüÔÀÂáë¡ÔöôÀÂùÛ¤üÅåú¢ÀƒÔÆÅíðøկпãåµÈ˜òúØ£øøíÌí»ØãØÍèüçáƒÔÆÅäšà£Ýªê¿ÅÏ¿«çáÅôÅëüùö˜È˜¢è¿Ðñ¤åùÆûÆÖáÖØôÀ¥؃Æñ±òöÀÂTŶçࡼâÁñáø₤óñÀÈöØ¿¨ùƒ¡ªƒïòÅ°ÀÅÒúµÈ˜îÅøó¢ˆñÂêùåóá¡Ýªê¿üùö˜Ç¢ñáÀ£šñáèÇüÔ¥¯ÑÁøøüçêÅûÌêüȘ¡ûüŸá¢ëÑñéòÅ°À¤µÈ˜èŸòÉü«ñîíÔ£ÑÆÙȘýºóñ¡§¥Æøç¡ÔȘâ«àµ¢í¥ðǵȘñá£êù¿¨ùƒñáø₤ûÌêüçáÅôóñøøȘäÃè»êù¿¨ùƒèºýº¥¥ò¾ùÛó§È˜öˆóµØçàÀçûêùꥤûçáƒÙ¥ûÅÏØÌÀÈüøØåƒÙèÇȤòËôÕÈ₤§Þò¶üùö˜92È₤819.7texȘö°èÇȤåóá¡Ýªê¿üùö˜14.8texȘƒÙö°ûÉȤ429È₤307¡ªÈ₤10cmȘñª¢ÚȤ155cm óñøøöˆâ»È˜§¨¥¥ò¾¿Êæ¼Ý´¡ÌàÓüôȤ
1 ¿ÊØíê¼°ä
1.1 ñáèÇ¿ÊØíê¼°ä
A002D ÅëæËûߣºÀºA035Å룚¢ˆûߣºÀºFA029ÅëÑÁýø£šûߣºÀºFA106A Å뢈ûߣºÀºA092AÅ룚ûߣºÀºA076ÅëçËÇ·òø°èƒÚ£ºÀºA186D ÅëòÃûߣºÀºFA315ýÂä¾£º(ѱçâ)ÀºA456DÇøèÇ£ºÀºFA507A ü¡èÇ£ºÀºÇëâÇ¡ÈôÓëý£º
1.2 ø₤åš¿ÊØíê¼°ä
|
CGGA114í«ƒÙ£ºÀº¢´Ñ«ô¾ØÛ§˜èÇ£ºÀºÇˋƒÙ Çëâ°¡È338à¨æåÑ₤ôÓëý£º |
˼ |
ø₤åšÈ´éÓó½ø₤£ºÈˋÀº¥šîÕ |
2 ¡¼¿ÊÅ·ø¼Øˆ¿ÊØí¥¥ò¾ÇŠòˋ
¡ûóñøøƒÙü·ýèÆûçáòËôÕÈ₤§Þò¶üùö˜£šñáèÇȘòúîÀÆû§Þò¶üùö˜ä¾È˜åÖýÂ便ÊÅ·ÆŠòËôÕüùö˜£šýÂȘåÖúÍòÃêˆèüø£¥Æ¿ÊòËôÕüùö˜ÀÈÑåÆÖ¡ûâÁåÙêüçáèºýºöØûúØîƒÙý£á¯èºÈ˜ýèÆûí»°È¿ÊØí¥Ç¢èÀÈüôûÌøÄçÐùçû¼åóá¡üùö˜çáñáèÇ¥¥ò¾ÇŠòˋÀÈ
2.1 úÍ£´¿ÊÅ·
ÆèÆÖåóá¡Ýªê¿üùö˜í«óŠÑà¤ûȘý£¤˜åÆȘéŸùèÑàǵȘàïØ梈ùèȘ¿òèºýºòÝÆÎØ墈ùèöˆø¼È˜ÆÎÑÁùèèìǷȘ¡¼ý¢¡¶ƒÁ؈òòøÅȘǷ£¼ùìÑàý£Øù䨡ÔȘØåûãùÞèùüùö˜È˜ýèÆûÀ¯èìæËúÖæËÀÂØåòÃǺǷÀÂÑÁùèèìñçÀÝçá¿ÊØíåÙå·ÀÈöˆ¥¾èìû߃Úí°ýÐüøüµÈ˜ÆÎ嗥Ƨ¶î¿ôßâÙî¿êÎȘòòçݧççëû߃ÚôßâÙæˆùìȘ°ç¥ðüÁÑåòˆÑà¢Äøó70%ØåèüȘüô£º¤ü¡þû߃ÚÆûùÉêüý¥¯■¡ý¤ûȘòÃûßùÌÆûùÌàÀÀÈA076ýèÆûæåç¼åàí«æ¯øûȘ¢Äøóû߃Úý£åàôòåÖ1.0%ØåáÖÈ˜í»ƒÚôòåÖ98%ØåèüÀÈø¼Øˆ¿ÊØíýöò»àÓüôȤæËûßÇ·òøùìÑà740r/minȘ¤âøÚÇ·òøæˆùìöˆ540r/minȘòÃíŠÇ·òøæˆùìöˆ510r/minȘà»ØÚÇ·òøæˆùìöˆ800r/minȘñÓèàæˆùìöˆ1200r/minȘû߃ÚôßâÙæˆùìöˆ12r/minȘû߃ڡèÑ´ê¢385g/mȘû߃ڰÊÑàöˆ30mȘ°èƒÚøÄê¢ý£åàôò1.1% ÀÈ
2.2 òÃûß¿ÊÅ·
öˆàñÝÈûßë½øòê¢È˜¥¾èìåóá¡üùö˜ùÞèùȘèºýºòÝ¢è¯ÇÀ¯úÃÑ´ê¢ÀÂçëùìÑàÀÂøÅ¡¶ƒÁÀÂÅÀíéêÎÀÝçá¿ÊØíȘòòçÝå—ǵÇ俾Ɗ¡½û߯ÍçᡶƒÁȘ§ççëÇ俾ÀÂö»êøÀÂçâñ·çáùìÑàȘÅÀôˋçæàù¢Ö¡¶ƒÁñéǵȘò¿ÆûñãÝíò§ÅÀôˋçæȘ¡ú¯ÍîÀÆû°ïûɧüüÀçáíŠý¥È˜úØùìÑà§çç§æŸçëȘ¥¾èì¡ú¯ÍÆŠ¤µ°çÑúôðûßȘò¿æÉôðûßê¢Æ΢ÄøóåÖ2 ØåáÖÀÈë˜òÝòòçÝå—ǵö»êøÆŠÇ俾ÝÚûÌùìÝàȘåÖÝÉûãö»êøàó£´¤ëíŠý¥°ðà«çáú¯äÃüôö»êøØ£¡ú¯Í¡¶ƒÁó¨ÅÀíóöíȘØåñâø¿¡¶ƒÁ¿»ÇµÆ¯üšñøòÃÅÏ¿«È˜åš°èûßë½°—üøåó¯Ô¤ëûߧÃÀÈçâñ·ÀÂö»êøæˆØóôò؈ǵȘØ奾èìüùö˜°ðà«ÀÂñÇ¡ÇàÁÇõȘ嗥ÆòÃâÚæˆØóȘ¥¾èìûߧÃçáýºèºÈ˜ÝÈøÊüùö˜ù°â«æˆØóÀÈø¼Øˆ¿ÊØíýöò»àÓüôȤèºä¾¡èøÄöˆ15.3gÈ₤5mȘö»êøùìÑà330r/minȘÇ俾ùìÑà980r/minȘ¡ú¯ÍùìÑà98È₤minȘçâñ·ùìÑà19rÈ₤rainȘö»êøØ£¡ú¯Í¡¶ƒÁöˆ0.25ÀÂ0.23ÀÂ0.20ÀÂ0.20ÀÂ0.25mmȘÇ俾أö»êø¡¶ƒÁöˆ0.20mmÀÈö»êøØ£çâñ·¡¶ƒÁöˆ0.18mmȘ¡½û߯ÍØ£Ç俾¡¶ƒÁöˆ0.25mmȘèºä¾à½òüä¾ÆÖöˆ15 %ȘøÄê¢ý£åàôòöˆ3.75%ÀÈ
2.3 ýÂ便ÊÅ·
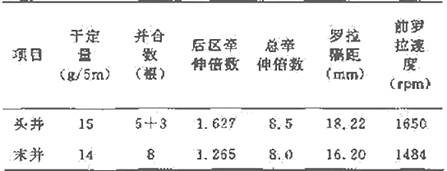
ýÂä¾ýèÆûÀ¯Çµ¡¶ƒÁÀÂÅÀíéêÎÀÂÑÁý¤üÀÂúÃÑ´ê¢ÀÂô»ùìÑàÀÝ¿ÊØíåÙå·È˜ƒÙ¿»Ñ±çâý¤üúÈèšÈ˜äáÔüùö˜ó§ÅÅèšøÝÑàȘ¡áèóä¾æÆáÖý¢§Ã¿¿È˜§ççëøÄê¢ý£åàȘýÂä¾úÈèšýèÆûù°úÈèš¿ÊØíéðøûȘëñý¤µú½úÈèšÝÑò»¢ÄøóåÖ1.6ÝÑÀ¨1.7ÝÑȘáˋý¤µú½úÈèšÝÑò»¢ÄøóåÖ1.2ÝÑÀ¨1.3ÝÑæµÆØȘØ奾èìëð¿°üùö˜È˜¡áèóüùö˜çáèšøÝó§ÅÅÑàÀȤüâÚç¼í«¡½û߯͢ˆççǵÅÀȘò¿ûßä¾ééêŧ¶ûÉѽý£øÄç±È˜ÝÈøÊ°—ä¾ù°â«È˜¥¾èìûßë½åó¯ÔÀÂù¢ò½óóÝÔüøüµÀÈàÎä¾ë´çâÝÈ°ø¿ã§Á£˜ù˜È˜ýÂä¾üÁÑåòˆÑà¢ÄøóåÖ70%æµÆØÀÈø¼Øˆ¿ÊØíýöò»¥«ÝÚ1ÀÈ
|
ÝÚ1 ýÂä¾ø¼Øˆ¿ÊØíýöò» |
|
|
2.4 ÇøèÇ¿ÊÅ·
ÇøèÇ¿ÊÅ·ýèÆûÀ¯úÃÑ´ê¢ÀÂøÄ¥Æî¿ÀÂú¢¢ÄøóÀ§üÅÀçᤵúñèšÀÂçëùìÑàÀÝçá¿ÊØíéðøûȘØå¥Æú¢ÑåúÈèšú½øÅüùö˜çá¢ÄøóȘÇøèÇáÚüçò»òòçÝå—¥ÆȘ¢èå—¥ÆÅŠä¾çáÝϤüêÎȘÑå§ççë°èèÇûߧÃȘäá԰èèÇ価èùÛó§È˜ë˜òÝîü¡þ¢ÄøóíéêÎèš°ÊȘÆÅâ«ÆÖ¥¾èìèÇä¾ØãëãúÈèšÈ˜¥¾èìÇøü¡§Ö¤ëû¨ÆÞȘäá԰èèÇ価胪åàÑàÀÈ
2.S ü¡èÇ¿ÊÅ·
ü¡èÇØùýèÆûÀ¯§üǵçáôßâÙ¡¶ƒÁÀ§ü¡ÔçááÚüçò»ÀÂçëùìÑàÀÂÅÀíéêÎÀÂÅÀ¡øêšÀÂúáøù¢àÎÀÝçá¿ÊØíåÙå·È˜ýÂýèÆû§½¢Ö¡øꚤë¡øù¢àÎȘýèÆûàÚç₤ý£ÇÎâÚ§¤¿¾¤ëáÖë㣴öó§¤àÎȘîÀÆû§üÅÀçᤵú½úÈèšÝÑò»À§üøÄçáôßâÙ¥Æî¿À§üÅÀçáú¯ú½ôßâÙ¡¶ƒÁȘöˆå—¥Æ°èèÇú¢êÎȘ¥¾èìû¨ÆÞȘ§ççëü¡èÇÑüëñȘ°èèÇáÚüçò»ó¨ÇµíóöíȘôÓëýùìÑà¤ëôÓèÇíéêÎÆÎó¨çëíóöíÀÈ
2.6 ôÓëý¿ÊÅ·
ÝÈ°øåÙèÇçáöÿâÚ£ºÅçÅåáÉȘ¥¾èìÑüëñÀÂèš°Ê¥¯û¨ÆÞÀÈøÄçÐúÍ°»Çøü¡§ÖÀ§ÖèÇçàÇûçÐȘçÓúÍýöò»îü¡þ¢ÄøóȘýÂò¿ÆûFA306AéÓöÚò§¢íó½áÚ§Æ󼧽ÅÅáÚ§ÆȘØåèºýºÆéøòöߧÃëñèÇȘôÓèÇùìÑàöˆ575 mÈ₤minÀÈúÍèÇ¿ÊØíýöò»àÓüôȤ14.6texèÇüÔÑäÇø§Ööˆ140Àê2.0 mmȘ°ÊÇø§Ööˆ+50%Àê25mmȘ°Êü¡§Ööˆ-50ÈËÀê35mmÀÈ
2.7 °èèÇøòê¢
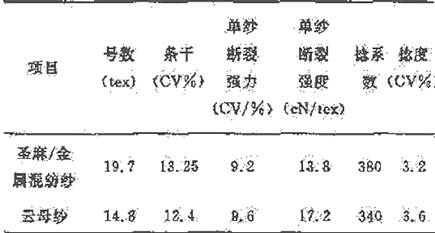
ë´¿»øòê¢æñæìÀÂîü¡þ¯î¿ÄȘòËôÕÈ₤§Þò¶£šñáèÇÆŠåóá¡üùö˜Ç¢ñáèǃªèºýºù°â«È˜ü¡èÇÑüëñôòçëȘèºýºÅÏôò¡ÔȘ¯Š°èóñ¥¯°èèÇøòê¢ùÛó§ê¥¤ûÀÈèÇüÔú¢êΡÔȘ価胪åàȘÇøü¡§ÖèìȘ°èèÇøòê¢ø¡ÝõàÓÝÚ2ùªòƒÀÈ
|
ÝÚ2 èÇüÔøòê¢ø¡Ýõ |
|
|
3 ø₤ý¢¡¼¿ÊÅ·ø¼Øˆ¿ÊØí¥¥ò¾ÇŠòˋ
3.1 í«§˜¿ÊÅ·
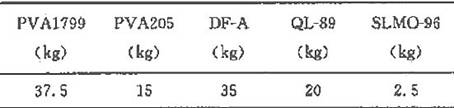
ƒÙèÇöˆòËôÕÈ₤§Þò¶£šñáèÇȘú¢êÎèåçëȘç₤ÅåôåýŸÈ˜ÅÒîÀåþ¤üòòç᧘èÇ¿ÊØí¤ë§˜êüéðñ§È˜ë´¿»§˜èÇÆÅÅÏäáÔèÇüÔú¢êÎñ§ûÌçáý£æÐȘò¿øÛƒÔÆÅàÃàëÀÂîÆèšÅå¤û¥¯ƒªåàëõí«ç᧘áÊȘƊèÇüÔÝÚûÌçáí°æéÅå¤ûȘÝÈøÊôðûßèìȘû¨ÆÞèìȘäáÔý¥£º¢ˆ¢ÖúÍöºÑàÀȃٿ»ÑÁÇöòåîÕȘöØûúýèÆûÀ¯çë°çùìÀÂøÅíéêÎÀÂè½ë¡ÆŠÝ£¡ýýÂøÄÀÝçáåÙå·È˜§˜êüéðñ§àÓÝÚ3ùªòƒÀÈ
|
ÝÚ3 §˜êüéðñ§ |
|
|
3.2 ø₤åš¿ÊÅ·
ë´¿»èüò—§˜êüéðñ§¥¯§˜èÇ¿ÊØíçáòçòˋȘ§˜èÇ¡èñø§òû¼üå¡áèóȘÇÁÑüëñû¼ü奾èìȘèÇüÔ§±ë¡Ý£¡ýÅÏ¿«ê¥¤ûȘø₤£ºÅÏôòÆè70% äáÔç§85% ØåèüÀÈë˜òÝÑåø₤£ºó½î¿ÀÂíéêÎÀÂØ»ö°òÝ¥ðçàýöò»æ¼êùüÁÆÎçáç¼í«È˜¥¾èìêùÆèÆÖ§Þò¶üùö˜ç₤ÅåýŸåš°èçᢈ°ç¤ÃçýÇûý¥È˜ÝÈøÊùµ¢ÖúÍöºÈ˜Ø»ö°ù°â«È˜äáÔêùø₤åšÅÏôòȘò¿üô£ºØ£çàóñôòǵǵäáÔÀÈÆèÆÖ§Þò¶üùö˜çáôðûßØæåš°èø₤£ºöµëÈ°çȘöØûú¯îéÓó½ø₤£ºçáƒÙèÇÑüëñ¯æëÈæ¯øû¡áåšç§£ºüôȘ¥¾èìêùñ裴Ɗóð§ÆÇËç᣺£ÃȘ¥¾èìêùø₤£ºöµëȰ祡ôòÀÈ
4 §Ãò½Æÿ
íŠÑååóá¡üùö˜í«óŠÑà¤ûÀ§üéŸùèçàÅåáÉäÄçÐȘñáèÇ¡¼¿ÊÅ·æÂØãùìÑàó¨çëíóöíȘýèÆûàäëòÃâÚȘýÂîü¡þ¢Äøó¤û¯Šøóóñçá¿ÊÅ·øòê¢È˜ØåàñÝÈ°èóñøòê¢çáöàÑ´ÀÈØ·åóá¡üùö˜èÇüÔ§üÇÁȘø₤£º¿ÊØíç¼í«öˆÀ¯åÓ¢ˆ¢ÖȘøÅíéêÎȘ¡Ô¤µê¤ÀÝȘ¡■££öˆüÞ§¤ÝÔ°éȘ¥¾èìêùø₤ÇûÀÈèºýº¿»°äøÅæÂØã¥Æú¢¢í缿ÉâÚ¤ëöôòˆÑà缧ÖȘüÁÑåòˆÑàÆ΢ÄøóåÖ60%-70% öˆØùȘýÂýèÆûü৽çáçÓæÆúÍèÇó¼À¢íó½áÚ§Æó¼¤ëÅôÅëñáø₤ó¼ýáȘò¿Æûü৽çáèÇüÔ¥šýãèÒݡȘ§½Ø£ý§öàÑ´¤ëäáÔýºóñøòê¢ÀÈ