���;�����Ϳ��������յ�̽�� yd9103
̴������� (������ѧ��ѧ�뻯��ѧԺ���Ϻ� 201620)
����������� (������ѧ���Ͽ�ѧ�빤��ѧԺ���ϻ� 201620)
�ո����ڣ�2006-12-18
����飺̴����1984-�����У�˶ʿ�о������о�����Ϊ������Ϳ�����
ԭ�أ�Ⱦ������2007/7��15-17
��ժҪ�����ü��������Ѷ���Ⱦ����۷�Ӧ�Ʊ����;�����Ϳ������о���ԭ�ϵ���ȡ���ͬ��������ͬ�����ٶȿ��ƶ�Ϳ�����ֵ����ֵ��Ӱ�졣TF-IR�����������������Ϳ����Ľṹ������Ŀհ����ṹ����ϣ��ʺϺ����ĸ��Ժ�Ӧ�ã�
���ؼ��ʡ�����Ϳ���;���۷�Ӧ;��ֵ;��ֵ
����ͼ����š�TS195��29 ���ױ�ʶ��:A ���±��:1005-9350��2007��07-0015-03
������Ϳ�����Ŀǰ������Ϳ�����Ⱦ��л������ͳɱ�������������ص㣬��һ���Ͳ�����չ�ֳ������ķ�չǰ�[1-4]������������ֺ����ܿ����ںܴ�Χ�ڵ����������Dz�ͬ�Ķ�Ԫ���Ͷ�Ԫ����ܵõ����ܸ������֬��������������֮����ܶ�֮�ȿɿ���֧���ȣ�������֬ԭ�����Ȼ�֮�����ȡ֮���̼ԭ�����ܵ�����֬�������Եȡ���Щ������ʹ������Ϳ���ܹ�Ӧ���ڸ��������[5]
������Ҫ�о���ԭ�ϵ���ȡ���ͬ��������ͬ�����ٶȿ��ƶԾ�����Ϳ����ϳɵ�Ӱ�죬���ú�������ֶζԾ����Ľṹ�����˱�����
1 ʵ��
1��1 ʵ�����
1��1��1 ҩƷ
������(������)���Ѷ���(������)����ҩ���Ż�ѧ�Լ�����˾��2��2-���Ǽ�����(������)���������(������)�����ڣ����ᡢ�����ᣬ��ҩ���Ż�ѧ�Լ�����˾.
1��1��2 ����
���ֿ��µ����ף�98-1-C�ͣ�:�����̩˹����������˾;���Ե綯�����(EUROSTAR):��ͬIKA��˾;�����������(Nicolet-2Osx-B).
1��2 �հ�����Ϳ����ĺϳ�
����һ����ȣ���ԭ�ϵ����Ŀ���ƿ��(ͨ��������lOmin)�����Ŀ���ƿ�����������¿ص�������У����Ȳ������Ᵽ�²��ϰ�ס�Ŀ���ƿ����0-10���ӿ������µ�1lO�������������������������������20ORPM������3-4����/1�����������£���130-140�������¶Ȳ���2Omin��������£����¶�����180��ʱ���õ����������ڷ�Ӧ����3h��ÿ��5Omin��һ����ֵ������ֵ��30ʱ����2Omin��һ����ֵ���Դ������Ʒ�Ӧ�Ľ��У�����ֵ��30ʱ����ֹ��Ӧ������֬��ȴ���ٲ�һ����ֵ�Ͳ����ղ������ֵ��
1��3 �����Ͳ���
1��3��1 FT-IR����
����������ȡ��������Һ�ͽ�������������API�����ϣ����ۺ���Ʒ��KBrѹƬ���۲������Ʒ���ţ����гɷּ�����
2 ��������
2��1 ������Ϳ����ϳɷ�Ӧ��Ӱ������
2��1��1 �����
�ο�����֪������ȶԺϳɵ�Ϳ��������кܴ�Ӱ�죬һ��ԭ���еĴ������һ���ķ�Χ�����Դ�����Ϊ����ͨ��ǰ��̽�����飬ѡȡ��n (0H)�Un(COOH)=1�U1��1.2�U1��1.5�U1���鲻ͬԭ����ȣ�����ǰ���������Ŀհ����ۺϹ��գ����ǽ�������ԭ����������䣬�о���ͬ����ȶ�������Ӧ���ʵ�Ӱ�켰�Բ�Ʒ��ۼ����ܵ�Ӱ�죬����ʵ������Ϊ��һ��ʵ��ѡȡǡ����ԭ����ȡ�
��l ��ͬ����Ȳ�Ʒ�Ƚ�
|
n(OH)�Un(COOH) |
��ֵ |
��ֵ |
��Ʒ��� |
��Ʒ��ɫ |
|
l:1 |
29.21 |
54.56 |
�����Բ� |
��ɫ�� |
|
1.2�U1 |
28.8 |
78.41 |
������һ�� |
����ɫ�� |
|
1.5�U1 |
28.10 |
190.39 |
�����Ժܺ� |
��ɫ�� |
�ӱ�1������Կ�������n(OH):n(COOH)=l:1 ʱ����ֵ̫�ͣ�ճ��̫�������Բ�Ժ������İ��кͼ��ӹ������������Ѷȣ�����Ȼ���ۺϲ���û���㹻���Ȼ����ǻ���ˮ�Ի������һ�ɫɫ�������Ĥ���ƣ�Ӱ�챻ͿĤ��Ʒ����ۡ�
��n(OH):n(COOH)=l.5:1ʱ������-OH���������ڷ�Ӧ�����л�����-OH��-COOH���ŵı������⣬����û���㹻��COOH���Ų�����������Ӧ�������γɴ���ӡ��ɱ�1���Կ�������Ȼ��n(OH):n(COOH)=l.5:1ʱ�ۺϲ��������Ժã�����õ���ֵ̫��С���Ӻ���̫�ߣ����Ӵ�С�����ȣ����ܻ�����֬ˮ������ߣ�������Ĥ����ˮ�Ի���
�ͣ�ͬʱ���ڷ�������̫�̶�������Ĥ��Ӳ����ʴ�����½���
��n(OH)�Un(COOH)=l�U1ʱ������Ϳ��������ԽϺã�����ֵ�ӽ�30ʱ����õ���ֵ�ӽ�����ֵ80����������Ҫ��[6]���ϳɳ����ľ���Ϳ����ۺ϶Ƚϸߣ��ʵ����ǻ����Ȼ���ʹ���İ��кʹ������������Ա�����ף����ܱ�֤Ϳ���Ĥ���㹻����ˮ�ԣ�Ҳ�ܱ�֤�㹻��Ϳ���Ĥ����ȼ����Եȡ���ˣ��� n(OH):n(COOH)=1.2:1��Ⱥϳɵ���֬�����롣
2��1��2
�����ٶ�
��n(OH):n(COOH)=1.2:1���䷽�����ÿհ����ۺϹ��գ����о������ۺϷ�Ӧ�������ٶȶ�Ϳ�����ֵ��Ӱ�졣
�ɱ�2���Կ�������ͬ���䷽����ͬ�������ٶȣ��ڿ�����ֵ�ӽ�������Ӧ�̶���ͬʱ����8-9 min/C����ʱ����Ʒ�����Ժܺã���ճ�ȹ��ͣ�֤�����¹���ʱ��С����������㹻��������������
��2 �����ٶȶ�Ϳ����������ܵ�Ӱ��
|
�����ٶ�(min/��) |
��Ʒ��� |
��ֵ |
��ֵ |
|
1-2 |
�����Բ� |
157.3 |
28.72 |
|
3-4 |
�����ԽϺ� |
85.6 |
28.46 |
|
8-9 |
������̫�� |
54.6 |
29.1 |
С�������۳ɴ�ķ��ӣ�С���ӵı����ܸߣ���ֵ54.6������ֵ80�нϴ�ƫ�������n(OH):n(COOH)=l.5:1�����Ƶ�Ч�������ܻ�����֬ˮ������ߣ�����Ϳ��Ĥ����ˮ�Ի��ͣ����һ�������к͵İ���������������Ľ��������࣬��������̫�̶�����Ϳ��Ĥ��Ӳ����ʴ�����½���
����1-2min/������ʱ�����¹��죬�����¶������죬��������ƿ�ײ����ϲ��¶����ϴ�������ʱʹ��Ӧ��ϵ�¶Ⱦ��ȣ��ײ���������ڸ��¼��������ڶ�����������ȡ������ѻ����༰��������Ӧ���������ң���Ϊ���¹���������������ߣ���ʹһ���ֵ;���ۺ�Ϊ�߾��壬������ϵ�д��ڹ��߾ۺ϶ȵľ�����������ճ�����ӣ����������ֲ�ȴ�Ǻܿ�������õ���ֵ157.3��֤�����ȹ��쵼������������������������ʹ�þۺϲ����ǻ��������ࡣ
����3-4min/������ʱ��������Ʒ�нϺõ������ԣ�����õ���ֵΪ85.6���������������ƷҪ�������ʵ������¿������б�Ҫ�ģ�ʹ����ۺ϶��ʵ��ҷ������Ͼ��ȣ���������Ӧ���е�һ���̶Ⱥ�ʼ�������£�ʹ��Ӧ�������У�С���ӿ�ʼ�������۳�һ�����ȵľ������ӡ�
2 ��1 ��3 ����
ͼl������Ϊʵ����������ͼ����������������ͬ��ԭ�������ͬ��������ֵ�ӽ�(��ֵ��30ʱ��Ϊ��Ӧ�յ㣽������£��Ա�ʹ����ͬ������ͬ������Ӧ����ʱ��ij��̡���ͼ1���Կ���:
|
|
|
ͼl��ͬ��Ӧ�̶ȣ���ͬ��7Z��U��Ӧʱ��Ա�ͼ |
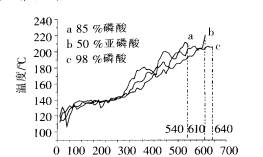
a������Ϊ85%������¶�/ʱ�����ߣ�ʹ�� 85%����ķ�Ӧʱ�����ԱȺ������̣���Ϊ540 min������˾ۺϷ�Ӧ�����������ΪҺ�壬Ũ�����У��ڼ��뵽��Ӧ��ϵ�Ժ�����ɢ����ϵ�ж���Ч�ʸ��ߡ����ң��ӱ�3���Կ�������85%�����Ʊ���������֬�����У���ˮ��������ֵ(21.6m1)�ӽ������Ϊ��ɫ���������Ϊ���������Ļ��壬��ɫ�кܴ���ŵ㡣
b����50%������Ϊ�������ۺ�ʱ��Ϊ610 min����������������Ϊ������Ũ��̫�Ͷ�ʹ����ԭ�ϽӴ�������٣�����ʱ���ӳ����ӱ�3���Կ�������50%�������Ʊ������ľ���������С������ʹ�ã����Dz�Ʒ���Ϊ����ɫ�����������ں�����Һ��������ɫ���ҳ�ˮ��16m1������ֵ(21.6 ml)���ϴ�����50%�������ڴ˾ۺ��в�������Ĵ�����
c������Ϊ98%������¶�/ʱ�����ߣ��ô˴����ۺϷ�Ӧʱ��������98%����Ϊ���壬��������ɱ��ߣ����뵽��Ӧ��ϵ�������85%��Һ�����ɢ�����ѣ����������¾ֲ�����������Ҫ�ĸ���Ӧ������98%����Ϊ���壬�����������״�š��ӱ�3���Կ�������98%�����Ʊ������ľ������Ⱥܵͣ���Ʒ���Ϊ����ɫ�����������ں�����Һ��������ɫ���ҳ�ˮ��15m1������ֵ(21.6 ml)���ϴ�����98%�������ڴ˾ۺ���Ҳ��������Ĵ�����
����85%���ᣬ���ճ���ʵ����������ľ�����Ϳ�������������һ�����顣��ͬ������Ʒ�ĶԱȽ������3��
��3 ��ͬ���ղ�ͬ�����Ա�
|
���� |
��ֵ |
�� |
��� |
��ˮ��/ml |
|
85%���� |
28.72 |
���� |
��ɫ |
19.5 |
|
50%������ |
29.08 |
��С |
���� |
16 |
|
98%���� |
28.46 |
��С |
���� |
15 |
2 �� 2 ������Ϳ����Ľṹ����
2 ��2 ��1 �հ�����Ʒ���Ⲩ����
����������(a��b��c)������ͬ�ģ���ֵ��ֵ�� �ﵽҪ��ľ��������˺�������������ͼ2��
|
|
|
ͼ2������Ʒ������� |
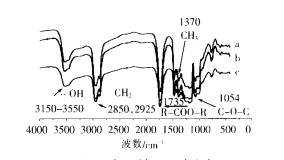
��ͼ2���Կ�������1735cm-1������������R-COO-R�������壬��3333cm-1������O-H�������壬���������Ĵ����¾������ǻ�Ϊ�˻�����2958cm-1��2933m-1������C-H������;��1054cm-1�������ѵ�C-O-C�������������շ壬�ڴ��������������£����в��ִ������ǻ���Ӧ��Ϊ�ѻ�.
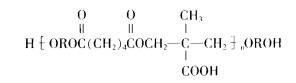
�������ѻ�C-O-C�����֬�������õ������ԡ������������Ŀհ���Ϳ����ṹ���.�ṹʽ����:
3 ����
�ϳɾ�����Ϳ�������ѹ��������������Ϊ 1.2:1ʱ������Ϳ��������ԽϺã�����ֵ�ӽ�30ʱ����õ���ֵ�ӽ�����ֵ80��ѡ��85%������������Ϊ���ʣ���ʱ��Ӧʱ�����У����Ӵ�С�Ͼ��ȣ�ճ�ȡ�������Ҳ�Ϻã���Ӧ�����ٶȶ���3-4min/��Ϊ�ˣ����¹��������ӳ���Ӧʱ�䣬����С���ӱ������ӣ�ճ�ȹ��ͣ��ԾۺϺ���Լ�Ӧ�ò��������¹�����������ȡ��ѻ����༰��������Ӧ������
4 �����
[l]Jansen
I. Hans-Jurgen A. Water-Dilutahle Coatings Derived from Polyesters for Textile Use [J]Journal of coated
fabrics ,1999.29 (2);l39-150
[2]�����֣�֯��Ϳ�㼼��[M]�������й���֯������2003
[3]�����ۣ�dz̸֯��Ϳ���[J]ӡȾ������2003��20��2����7-10
[4]Meng
Shung Y.A Review of Industrial Coated Fabric Substrated[J] Journal of Coated
Fabrics. 1999.26(10);87-102
[5]������ Ԭ������ˮ�Դ�����֬�ĺϳɼ������о�[J]Ϳ�Ϲ�ҵ��2004��34��3����21-24
[6]���� ������ȣ�ˮ�Դ�����֬Ϳ�ϵ��о���Ӧ��[J]Ϳ�Ϲ�ҵ��2004��34��6����38-43