dz����ӡ���û���Ⱦ�ϵĿ���˼·yd8308
½��³ ɽ����֯��ѧ�о�Ժ
ԭ�أ�����֯Ʒӡ����06/12��-��07/1��043-045
��ժҪ�������������ݣ��������ۻ���Ⱦ������ӡ���еĹ�ɫ��ˮ�⡢մɫ��������������Ʒ����Ⱦ������Ч�ɷֵ���Ҫ���塣ͨ��ʵ��֤ʵ�����Ⱦ���ົ���Ⱦ�ϣ�ӡ��ʱ���Էֲ���ɫ�����е��͵�˫���Ի��������������ӡ����˫���Ի�Ⱦ�ϵĿ�����˼·��
���ؼ��ʡ�����Ⱦ�� ˫���Ի� һ��һ���� ��ˮ��Ⱦ�� ��
һ������
����Ⱦ�ϼ۸�ͣ�ɫ��ȫ��ʪ�ζȺã��졢��Ⱦ�ϵ���ɫ���ޣ���֯��ӹ��豸û��̫�ߵ�Ҫ���ձȽϼ�����ӡȾ����ӭ��
���1956������������Ⱦ����ӡ���Ѿ����˼�ʮ�ꡣΨһ����֮�������Ǹ�ɫ̫�࣬��ˮϴ�����أ�����ע�ⲻ�����ͻᷢ����ϴʱ��Ⱦմɫ��Ӱ��غͻ�ɫ���ȡ�
���������ˮ������ά�ϵ��ǻ����ڼ��Խ����ж�����Ⱦ�Ϸ�����ȡ����Ӧ���������ķ�Ӧ�ٶȣ���Ȼ��ˮ��5.5��[1]������Ӧʱ��Ҫ��ʧһ����Ⱦ�ϡ�������ɹ�ɫ�ʵ͵ĸ���ԭ���ѱ��⡣
������������ȴ������̣��в��ֻ���Ⱦ�ϻ�û�����ü���Ӧ������ʱ�ͱ�ϴ���������ر��Ƿ�Ӧ���Խϵ͵��ȹ���Ⱦ�ϣ���Ҳ�ǹ�ɫ�ʲ��ߵ�ԭ��֮һ��
�����ò�ͬ���Ի��Ļ���Ⱦ�ϣ���õ�ˮ�����ʳ�������֧���������ֹ۵㣬�������ݼ���һ��
��һ �����첻ͬ����ȡ������R��Ⱦ�ϵ�ˮ�ⷴӦ�ٶȳ�����60�棬pH=10��[2]
|
|
���Ⱦ���� |
����һ����� |
�һ������ |
һ�Ⱦ���� |
|
ȡ����R |
|
|
|
|
|
ˮ�����ʳ�����K1min-1�� |
3.3��10-1 |
6��10-2 |
3.5��10-2 |
4.7��10-4 |



ע�����������һ����ຼ��ˮ�����ʳ����������ǧ����
����������������������Ⱦ�����ڻ��Ի����ڻ��ã�����ˮ�⣻������Ⱦ��̫�����ã���Ӧ���Գ�֡�ԭ��ͬ������ɫ�ʲ��ߵĽ����ͬ��ǿ�������ܲ�����߹�ɫ�ʣ�����ӡȾ�������豸�������ⷽ��������������ࡣ
����Ⱦ����Ʒ�ֿ�������ʮ�������������ɢȾ��ͬԡ�ӹ������ԡ������Թ�ɫ�����⣬���û���Ⱦ�ϣ������ⶼ��ѡ�������������Ϊ�����ص㣬������߹�ɫ�ʡ�
���ѿ����ļ�ʮ�����ͻ���Ⱦ����������ɫ����һ����ߣ����Բ������롣�����꣬�����������˼·���üȿ�������ά���ϡ�Ҳ�����Խ�������֬�ͣ������谷-��ȩ��Ⱦ�ϡ�ʵ���ϣ����Ѿ����Ǵ�ͳ�����ϵĻ���Ⱦ���ˡ�
�����о�һЩ�����Ļ���Ⱦ�ϵĹ�ɫ�ʣ������ο���
|
��� |
��ɫ��% |
ע�� |
���� |
||
|
���� ��Ʒ |
һ�ȡ���������� |
55-75 |
��ɫ��55-75%�����෨�볣���ȣ����иߵ͡� |
[3] |
|
|
��ϩ���� |
50-75 |
��ɫ��50-75%����������Ⱦ�Ͻ��ơ� |
[4] |
||
|
����һ������� |
65.8-78 |
��鵽�졢��ɫȾ�ϵĹ�ɫ��Ϊ65.8-78% |
[5] |
||
|
˫���� ���� |
һ��-�һ���M�� |
��80[6] 85[7] |
��Ӧ�Խϸߣ�����ʱ��ɽ϶̣���Ⱦ��-��ά�����������ȶ��Խ�K�͡�KN�ͻ���Ⱦ�Ϻá���ɫ�����80%������Ⱦ�ϣ����ڱȹ������10���ꡣ |
[6][7] |
|
|
��ϩ��һ��������� |
70-92 |
��������ɫ��80-95%���۹� |
[8] |
||
|
˫һ�����KP�ͣ� |
85 |
ӡ����ɫ��85����Ⱦ�������϶�����������ˮ���������ͣ���ϴ���Ժã�ֻ������ӡ������ |
[9] |
||
|
������ |
���Ǽ������谷�� |
��95 |
��ɫ�ʣ�95�������Ա��̣���֯��ǿ������Ӱ�졣 |
[10] |
|
|
������� |
���Թ�ɫ |
��������������� |
�� |
���Թ�ɫ�����ɢȾ�ϻ�ϣ�T/C֯���һ���Թ�ɫ |
[11] |
|
N-(��-�������һ�)����������ϩ�ǰ��� |
�� |
������ά�ؼӳɡ�Ҳ���γ�˫���壬��������ά���Ӽ�϶�С���ɫ�ʽϸߡ�������T/C֯��ӡȾ |
[12] |
||
|
���Է�ɢ |
���л��Ի��IJ����Է�ɢȾ�� |
�� |
�ڱ���ʱ�����Է�ɢȾ��Ⱦ�ŵ�����ά�����Ի�������ϩ������ά����ά�����º˼ӳɷ�Ӧ�� |
[13] |
|
|
������ |
�������������� |
90-95 |
���ܵ���Ⱦ��ͬ�����������������Ի��ţ�ˮ���Ⱦ�ϱ�Ϊ������ɫ������ɫ��90��-95����ɫ��ƫ����ʪ�ζ�Ҳ�Բ�һ�㡣 |
[14] |
|
|
���� |
��ɫ |
���Թ�ɫ��N-12 ��˫�谷���� |
+6.6�� �ٷֵ� |
��ӹ�ɫ����������Ⱦ����K-2BP��ɫ��72.6%����������С�մ�6.6���ٷֵ� |
[15] |
|
���� |
��Ⱦɫ |
+15%. |
�ȹ���Ⱦ�Ϲ�ɫ��:�ɿ���ཱུ�ͣ���ʪ���ȳ���ƽ������15% |
[16] |
|
�������ݣ���ָ�����Ⱦ�ϵĹ�ɫ�ʷ�Χ������Զ�����ڽ��ڵ����������[17]�����л���Ⱦ�ϵĹ�ɫ����߲���90%��������ϩ�ǰ��Ͷ��Ǽ������谷�ͣ��Ƿ���ڻ������⣬���д�������ʵ����
��Ⱦ�ϲ��������ڿ�����Ⱦ�ϵ�ͬʱ����ʮ������ӡȾ��ҵ��ӡ���õ�ȴ��������͡���ϩ����Ⱦ�ϣ�����˫������Ҳ�����á���Ҫ�ǣ�����Ⱦ�ϳɱ��ߡ���˵����Ⱦ�ϵ�������Ѿ���Ϥ�ˣ�������Ⱦ�ϣ���һ���͵û�һ�ף���û�е��ǻ����ɵĵز���
���������л����ϣ��ҳ�Ӱ��Ⱦ�Ϲ�ɫ�ʵľ���ԭ���ҵ����ò��ߵ�Ӧ�Դ�ʩ�����ܸ��������ƹ�Ӧ�á�
�������Ǿ�ɫ�ʺ�ˮϴմɫ����������������������̽����ӡ����Ⱦ�ϵĿ�����˼·������֮������������ָ����
������ɫ����ˮϴմɫ����о�
��һ������Ⱦ�Ϲ�ɫ�ʼ��
1����֤Ⱦ���������ɫ�ʼ�������
��ʮ��������ʮ���������ӡȾ���Ϳ��е�λ��Χ�������������������ԡ�����ʱ�Ľ�����������������Ⱦ��ӡ�������ʴﵽ80%���ϵļ��٣������60-70%֮�䡣����һ��
��һ ���ɻ���Ⱦ��ӡ����ɫ�������ָ��
|
Ⱦ������ |
�ܽ��g/L |
���� |
��Ӧ�� �� |
��ɫ��[3] |
||
|
20�� |
50�� |
�� |
���� |
|||
|
������� |
||||||
|
�����ۻ�X-6G��p83�� |
90 |
120 |
�� |
�� |
72.3 |
85 |
|
��X-3B��p96�� |
80 |
110 |
�� |
�� |
70.1 |
66.0 |
|
��X-7B��p99�� |
40 |
70 |
�� |
�� |
53.1 |
47.4 |
|
����X-2R��p102�� |
20 |
30 |
�� |
�� |
67.2 |
68.8 |
|
һ����� |
||||||
|
������K-G��p119�� |
40 |
60 |
�� |
�� |
83 |
87.3 |
|
��������K-2R��p157�� |
- |
80 |
- |
- |
64 |
62.2 |
|
������K-R��p142�� |
20 |
30 |
�� |
�� |
62.3 |
44 |
|
��ϩ���� |
||||||
|
��������G��p152�� |
20 |
30 |
�� |
�� |
59.1 |
74.25 |
|
��������R��p162�� |
100 |
- |
�� |
�� |
57.5 |
47.1 |
ע����ע�������ľ�ժ�ԡ�Ⱦ��Ӧ���ֲ����������ֲᡷ��֯��ҵ�����磬1988/9������[3]���ù�ɫ�ʲ��Է������ǽ�������ɫ���֯�ȡˮϴǰ/������һ�����������ɫ���ⶨȾ��������ù�ɫ�ʡ�
�ӱ�һ�п������¡����¡������������Ⱦ�ϵĹ�ɫ�ʲ���Ǻܴ�ɫ����Ⱦ�ϵ��ܽ�ȡ����������Ի���ͬ�ķ�Ӧ����֮�䣬������������ԡ�
2����ƷȾ����Ч�ɷݲⶨ
�����ı���Ⱦ���У�����������Ͳ�������ˮ��Ⱦ�ϳɷݣ������Ƕ�������Ʒ������������Ⱦ�ϵķ�������������ģ���
���� ����Ⱦ�Ϸ������[18]
|
Ⱦ������ |
������ |
��ɫ��ɷֺ���(%) |
��Ч�ɷֺ���(%) |
ӡ����ɫ��[3] |
|
|
����Ʒ |
����ɫ�� |
||||
|
��3B |
712 |
50.5 |
27.1 |
35.5 |
70.1 |
|
��7B |
730.6 |
52.5 |
27.4 |
52.14 |
53.1 |
|
��10B |
685.5 |
64.16 |
51.4 |
80.1 |
50.5 |
|
��HG |
728.5 |
46.1 |
56.25 |
78.7 |
83 |
|
��RN |
613 |
64.5 |
47.5 |
73.6 |
73.6 |
|
��HR |
699.5 |
59 |
54.1 |
91.6 |
69.15 |
|
���Ϳ�¡��3B |
875.5 |
77.1 |
35 |
45.49 |
- |
ע��ӡ����ɫ��ժ������[3]
��Ʒ����Ⱦ�ϵ���Ч�ɷ֣�����ɫ����ԣ�����35.5%��91.6%���֮����ܴ���������ӡ����ɫ�ʴ����ڻ����Ⱦ�ϵ���Ч�ٷ��ʣ���Ȼ��������Լ��ɫ�ʵ���Ҫ���ء�����Ҳ�й�ɫ�ʸ�����Ч��������X-3B�ͳ�HG���Ƚ��ѽ⡣
3��ˮ��Ⱦ��ӡ����ɫ����ⶨ
����ͨ���������������Ⱦ�ϵĹ�ɫ��С����Ⱦ�� [19]����Ⱦ����������ϴ���Ļ�����ȻӰ���ɫ�ʲ��Խ����
����ȡȾ����7B����HG�Ӽ�ˮ�⣬�������кͺ���ͬŨ�ȣ�#1��#2�����ӡ����ӡ�������(���������)����ϴ���������ܽ���ά�ı�ɫ�������ֱ�����ϴǰ��֯���ϵ�Ⱦ����������֯����ˮ��Ⱦ����ɫ�ٷ���[18]��
���� ˮ��Ⱦ��ӡ����ɫ����ⶨ��
|
|
��7B |
��HG |
|||
|
#1 |
#2 |
#3 |
#4 |
||
|
ˮ��Ⱦ��ӡ���� |
25.1 |
50.2 |
9.82 |
21.3 |
|
|
���ˮϴ��֯���� |
֯����Ⱦ�ϱ����� |
9.715 |
19.07 |
0.402 |
- |
|
��ɫ��% |
38 |
37 |
4 |
- |
|
|
����ˮϴ��֯���� |
֯����Ⱦ�ϱ����� |
16.104 |
34.276 |
1.645 |
3.627 |
|
��ɫ��% |
64 |
68 |
16 |
17 |
|
ע��������λ��1��֯����ˮ��Ⱦ������g��10-4��������ǰ��֯���ϵ���ɫ�����������ܽ�֯�����ñ�ɫ����á�
��ɻ��������ˮϴ������Ϊ��������2g/L������12g/L��ԡ��1�U60��95�棬30���ӡ�
�ӱ��������������Ǻ�ɻ���������ˮϴ�������֯���ϵ�Ⱦ����ʮ�־��ˣ��ر�����7B����ˮ��Ⱦ����ɫ��ʹ�ӹ�֯��Ĺ�ɫ�ʲⶨֵ������ߣ�����Ӱ���ɫ�ʲⶨ����һ����Ҫԭ��
������һ�������Ⱦ��ӡ����ɫ����մɫ����ⶨ
���������ս���ģ�����飬�ⶨ����Ⱦ�Ϲ�ɫ�ʡ�����������ϴǰ����ˮ��ϴ֯�����ɫ�����ϡ���ѧƷ��ȥ��һ�㣬����������ڵ��������ĸ�ɫ���Լ���մɫ������һ���ϣ����鹤�մ���������ͬ����ˮϴ��ֱ����������������������2g/L������1g/L��ԡ��1�U60��95�棬30���ӡ��ⶨ��Һ�е�Ⱦ�������벼�ϵ�մɫ�������մɫ�ʡ�
���� ��HG���ղⶨ[18]
|
|
��Ⱦ����ɫ�ɷݼ��� |
��Ⱦ����Ч�ɷݼ��� |
|
|
ӡ��ԭʼ�� |
0.802 |
0.645 |
|
|
��ɺ� |
������ |
0.04365 |
|
|
��ɫ��%�����ϣ� |
5.44 |
6.76 |
|
|
������ |
������ |
0.543 |
|
|
��ɫ��%�����ϣ� |
67.7 |
84.18 |
|
|
����� |
֯����Ⱦ������ |
0.58 |
|
|
��ɫ��%����ɫ������ |
72.31 |
|
|
|
ˮϴ�����Ⱦ�ϰ����� |
0.222 |
||
|
�ײ�մɫ |
0.0078 |
||
|
��Һ��Ⱦ��մɫ��% |
3.5 |
||
ע:�ٲⶨ������λ��Ⱦ�ϣ��ˣ�/100�˾��ɲ�
���п���������������ά���ϵ�Ⱦ����0.543�ˣ�����ЧȾ�ϼ���ʱ��ɫ��Ϊ84.18%������ƷȾ�ϼ���ʱ��ɫ��Ϊ67.7%������������֯����Ⱦ���������㣬��ɫ����Ϊ72.31%���ɴ˿�������ƷȾ���е�ˮ��ɷֶԼ����ʲⶨ������Ӱ�죬�и�Ҳ�е͡�
ˮ��Ⱦ�������㣺��ƷȾ�ϼ�ȥ��ЧȾ������0.157��ˮ��Ⱦ�ϣ���ЧȾ�ϼ�ȥ��������0.1026����Ϊ�·�����ˮ��Ⱦ�ϡ�ˮ��Ⱦ������Ϊ0.2596�ˡ���ˣ�ӡ�����չ������²�����ˮ��Ⱦ��ռˮ��Ⱦ��������40%����ƷȾ����ԭ�е�ˮ��Ⱦ��ռˮ��Ⱦ��������60%��
�������������ݿ�����Ⱦ���е�ˮ��Ⱦ�ϳɷݣ���ˮ��Ⱦ����ɫ������ɹ�ɫ�ʲⶨֵ���Ķ�����Ҫ���ء���ˣ�Ҫ��ȷ����ij������Ⱦ�ϵĹ�ɫ�ʣ�������Ⱦ�ϵ���Ч���Գɷ�Ϊ���������Ҫ��ȷ����Ⱦ�ϵĹ�ɫ�ʣ������Ȱ���֯���ϷǼ���Ⱦ�ϡ�
��1���ȴ���������ӡ����ɫ�ʵ�Ӱ��
�������飬����Ⱦ�ϵ���Ч���Գɷ�Ϊ�����������Ʒ����ǰ����DMF���˰�ɫ����[18]��
ע������[18]�����������ǣ�ӡ��ɫ����ͨ���䷽��С�մ��彺��������ӡ������ɻ���ɣ���ԭ����104����7���ӡ���ɫ�ʲ��Բ��Է����������Ȼ��ѵζ������Ⱦ���е���ɫ��ٷֺ��������������ζ����ֱ���Ⱦ���е��л��������Ȱٷֺ����������Ч����Ⱦ�ϰٷֺ�����
��ɫ�ʲⶨ������ɻ�������ɫ���֯�ȡˮϴǰ��������һ���ö���������ˮ��Һ��1�U1������12���ӣ�ԡ��1�U20��ɫ���������ɺ��������������У���ɫ�ⶨȾ�Ϻ�������ù�ɫ�ʡ��������õ�����[12]���Բ��Է��������ͬ��
һ�������Ⱦ�ϣ���ͬ���������õ��Ĺ�ɫ�ʼ����塣
���� һ������ͻ��Գ�HG��ͬ���������µķ�Ӧ�ʺ�ɫ��[18]
|
�������� |
�豸 |
��������* |
����** |
���� |
|
ʱ�䣨�֣� |
7 |
10 |
30 |
|
|
��Ӧ�� |
73.26% |
88.2% |
96.3% |
|
|
��ɫ�� |
72% |
84% |
58.15 |
|
|
ˮ������ռ�ٷֵ� |
1.26 |
4.2 |
38.15 |
|
ע��*�����豸����ԭ����104�棬**�����豸����������10��/ƽ��Ӣ��Լ����115��
�ӱ������������������й�ɫ��Ϊ72%�ij�HR����С������10���ӣ���ɫ�ʿ�����ߵ�84%����˵����ǿ���ȴ�������ȷʵ������߹�ɫ�ʡ����ǣ�����30���ӣ���Ӧ����Ȼ�ﵽ96.3%����ɫ����Ϊ58.15%������֤��һ�����⣬�ȹ���Ⱦ������ά���Ϻ��ܹ���������ά-Ⱦ�ϡ����ۼ��Ķ���ˮ�⡣��ͼһ��
|
|
|
ͼһ һ������ͻ���Ⱦ�� �ڼ��������µ����ɷ�Ӧ���� |
ǿ���ȴ����������ȹ���Ⱦ�ϵ���߹�ɫ�ʿ��Դﵽ���٣�ˮ�ⷴӦ��ʲô�����·���������������������δ���и�����ı�����
��2��һ�����Ⱦ�����ȴ���
����������������������һ����ົ���Ⱦ�Ϲ�ɫ�������ǣ��ɴ�����ɫ�ʱȳ����ͺܶ࣬��ʪ�����ȳ������15%���ҡ�����ʱ����3����Ϊ�ã�ʱ�䳤�Ĺ�ɫ�ʵ�[16]��
�����ø�����600W������¯���Ի��Գ�HGN�ֱ�����ʪ�벻��ʪ���̴�����
���� ��HGN ӡ����ɫ�����к�Ⱦ��2%����������ɫ��
|
|
����ǰ �����* |
��������������ʱ��ͼ�ʪ�� |
|||||
|
|
��1���� |
��3���� |
��10���� |
��15����** |
|||
|
δ��ɫ |
|
�ɱ� |
|
|
|
|
|
|
��ʪ |
|
|
|
|
|||
|
DMF��ɫ�� |
|
�ɱ� |
|
|
|
|
|
|
��ʪ |
|
|
|
|
|||
ע����ɫ����ͬǰ��ɫ��ֱ��ɨ���ͼƬ��photoshop�Զ��Աȶȵ���������
* ����ӡ�����������������ɣ�**��15���ӵ���Ʒ���������������������¯���̣������ο���
�ӱ��������������ȹ��ͻ���Ⱦ�ϳ�HGN���ɱ�����Ҫʮ���ӣ���ʪ���������������㡣
���������������Ⱦ��ӡ����ɫ����մɫ����ⶨ
1��������X-7B��ɫ�ʲ��ԣ�
���� ��X-7B��ɫ���к�Ⱦ��3%���ڼӹ��еķ�Ӧ�ʡ���ɫ�ʲ���[18]
|
���� |
���Խ�� |
|
|
��Ӧ��% |
��� |
64.3 |
|
������ |
80.34 |
|
|
��ɫ��% |
��� |
53.4 |
|
������ |
81.7 |
|
|
ˮ����% |
��� |
10.9% |
|
������ |
-1.36% |
|
|
�����Ⱥ�� ����% |
ˮ���� |
-12.26 |
|
������ |
+28.3 |
|
|
���������% |
19.66 |
|
|
ˮ��������ռ��Ӧ���% |
-0.016 |
|
|
������ˮ����֮�� |
- |
|
�����У���һ�������ֵ�����ӣ���������ͻ�����X-7B����ɺ��ɫ�ʴﵽ53%���������ɫ�ʴﵽ81.7%���ӱ��п���������û��ˮ��Ⱦ�ϳɷ֡����ʱ�Ѿ�������10.9%��ˮ��Ⱦ�ϣ�ȥ������
�����ϣ���������ͻ���Ⱦ���ڼ��������£���ˮ������ά�����¼��ַ�Ӧ����ͼ����
|
|
|
ͼ�� ��������ͻ���Ⱦ���ڼ��������µ����ɷ�Ӧ���� |
��ͼ��������������ັ�һ�������Ⱦ�Ϸ�Ӧ��Ϊ���ӣ�ˮ������㣬��һ�����ݴ����������⡣��õ��л������������Ĵ�����������ʽ����δ��Ӧ�Ķ������Ⱦ��
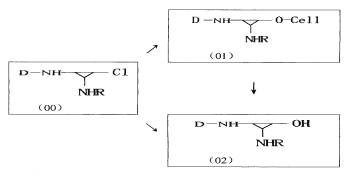
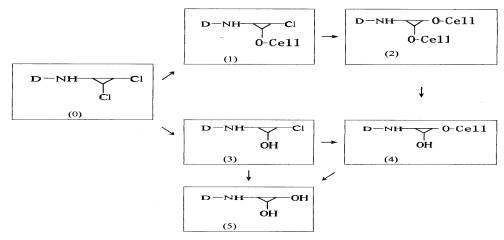
��������ά��ϵ�һ��Ⱦ�� ������һ���ȱ�ȡ����һ��һ��Ⱦ�ϣ����¼��Ϊ����ˮ��Ⱦ�ϡ��������֪����Ⱦ���������Ժ�ʵ���ϣ��Ѳ��ٿ��ܴ��ڶ������Ⱦ�ϣ�ͼ��0ʽ���������õ����л�����������δ����Ⱦ�ϡ���ͼ��0ʽ��������������ģ��������ͼ��1��3ʽ��һ�ȼ��㣬������ά��ϵİ�ˮ��Ⱦ�ϣ������������ǣ�19.66��2=��39.32%��
���ݵIJ�ͬ�����������ɵõ����ֲ�ͬ�����
��1�����ϵ�Ⱦ��ռ81.7%��δ���õ�Ⱦ������ռ(100-81.7=)18.3%����ˣ���ˮ��Ⱦ�ϵĺ���������18.3%�������������������Ⱦ���У�һ�ȵģ�ͼ��1ʽ��ռ����Ⱦ�ϵ�(18.3��81.7=)21%��һ�ǵģ�ͼ��4ʽ��ռ����Ⱦ�ϵģ�100-21=��79%��
��2������δ����Ⱦ�϶��Ƕ��ǣ�ͼ��5ʽ��������õ��л��ȶ��ڼ���Ⱦ���ϣ�������һ��Ⱦ�ϼ��ϵ��ǣ�19.66��2=��39.32����ˮ��Ⱦ�ϼ��ϵ�ռ81.7-39.32=42.3%
��3�����ų������������֮��������
���� ����ˮ��Ⱦ��-��ά��������ģ�����
|
���ݴ� ����ʽ |
ˮ��Ⱦ��% |
����ά���ϵ�% |
||
|
һ�� |
���� |
һ�� |
һ�� |
|
|
��1�� |
18.3 |
0 |
21 |
79 |
|
��2�� |
0 |
18.3 |
39.32 |
42.3 |
|
��3�� |
0-18.3 |
18.3-0 |
39.32-21 |
79-42.3 |
���ַ�ʽ�У�����һ��һ��Ⱦ������ά���ϳ�Ϊͼ��4ʽ����ݣ������Ͻ��ܣ����������л��������ӵ����Լ���Ӧʱ����һ���γɼ���ż�����ڶ������Ȼ������ȡ������Ӧ�ٶȾ������¶Ⱥ�pH�������ء�
���Ⱦ�����ڼ��Խ����н�����ȡ����Ӧʱ�����¶ȸ�����˵�����ȱ�ȡ���ĵ�һ������0-5�棬�ڶ�����40-50�����ң���������100�����ҡ�����Ӧʱ��pH������˵������Ⱦ��Ⱦɫ�����������ƹ�ɫ���������������½��У��ȹ���Ⱦ��Ⱦɫ���ô��pH12����ɫʱ����Ӧ�¶�Ҫ��80�����£�ӡ����С�մ�pH9����ɫʱ����Ӧ�¶�Ҫ����100�����ϡ�
���⣬��ົ��ϵڶ�ȡ�����ĸ����ԣ��Ե������ȵķ�Ӧ��������һ��Ӱ�졣��ˮ��Ⱦ����ົ��ϵĵڶ�ȡ�������ǻ����ǻ��ĸ����Դ����鰷������ˣ����Ĺ�ɫ�¶�Ӧ����ͨ�����ȹ��ͻ���Ⱦ�ϡ�
�����У����ݴ����ڣ�1���ַ�ʽ��ʣ�µİ�ˮ��Ⱦ�ϣ�������������һ����ߣ����ݴ�����ʽ��2���У�ˮ��Ⱦ��ȫ�Ƕ��ǣ�����������ά��Ӧ����ɫ�ʾ���Ҳ����ˡ�����ֽ�ϲ�������[20]�����϶���ͬ������⣬��ֱ�ӵķ����ǽ��ȴ������������ٽ��и����¶ȵĴ�����֯�����ж��ٰ�ˮ��Ⱦ�Ͼ���ʹ��ɫ����߶��١�
2������ˮ��Ⱦ�ϡ��ɷݵ���֤
���ǽ����������Ⱦ����X-3B��ӡ������80����º����ں�20���ӡ����շ�Ӧ���ԣ���ʱȾ���ϵĵ�һ���ȣ������϶��ѱ�ȡ�����м���Ҳ��ˮ�⡣���ڶ����ȣ���δ�ﵽ��Ӧ�¶ȣ���Ӧ���١���Ʒ����¯���̺�ˮϴ����ɫ����������ţ�
���� ��X-3Bӡ����ɫ���к�Ⱦ��2%������������ˮϴ����ɫ���ɫ��
|
����ǰ ����� |
������������ʱ�䣬�֣� |
||||
|
ʪ�� |
1 |
3 |
10 |
15 |
|
|
|
�ɱ� |
|
|
|
|
|
��ʪ |
|
|
|
|
|
ע����ɫ����ͬǰ��ɫ��ֱ��ɨ���photoshop�Զ��Աȶȵ���������
���п����������̵Ķ���δ����������ɱ�����3���ӵ������ʪ���̵ģ�ʱ��Խ����ɫԽ�����˵���������̴�����ʹһ��һ�������Ⱦ������ά��һ����ϣ���ɫ�����������ӡ����±��������¹�ɫ�����߶������ͣ�����˵����ϼ������ԽϺá�����һ���dz��õ��źţ��ٴ�֤����ˮ��Ⱦ�������ȶ����ܺ���ά�������Ϸ�Ӧ����ϼ����ȶ������á�
����̽����˼��
1����������������Ⱦ��
62���Ϻ�Ⱦ���˳��ṩһ��Ⱦ����Ʒ���������Dz��ԣ��������ʮһ��
��ʮһ Ⱦ����Ʒ��Ч�ɷֲⶨ[18]
|
Ⱦ������ |
������ |
��ɫ��ɷ�(%) |
���� |
��Ч�ɷֺ���(%) |
||
|
����Cl- (NaCl) |
��ˮ |
����Ʒ |
����ɫ��ɷ� |
|||
|
��KG |
728.5 |
47.04 |
17.02 |
1.5 |
45.16 |
96.80 |
|
��RN |
613 |
55.23 |
11.88 |
8.06 |
54.44 |
98.59 |
|
��KR |
699.5 |
38.46 |
13.22 |
3.99 |
38.48 |
100 |
|
��3B |
717 |
67.75 |
17.90 |
3.99 |
54.49 |
80.42 |
|
��H10B |
685.5 |
53.58 |
22.41 |
2.95 |
52.78 |
98.53 |
������Ʒ����ɫ��ɷݺ����������ƷȾ�ϻ������ƣ����������ߣ�˵�����Ǽӹ�����ϵģ����ϡ�����Ⱦ�ϡ�����Ҫ������ͬ���ǣ���Ч�ɷִ����ڱ����е�������ƷȾ�ϡ���һ��Ϣ��ʾ��Ⱦ����ҵ�������Ⱦ���������棬�Ѿ���������Ч�Ĺ�������ȡ�úܴ�ɹ���
2��������ົ���Ⱦ�ϵġ���ɫ��Ϊ������˫���Ի����ԣ����Դ�����Ⱦ����ɸѡ��һ�����������ģ���Ϊ����ӡ���ö���˫���Ի�������Ⱦ�ϡ�
3����Ʒ����Ⱦ�ϵĻ�ѧ�ȶ���[21]�ͷ�ɢ�ȶ���[22]�нϴ���о��ռ䡣
4���ִ���š��������ķ�չ��Ϊ���̴���ʱ�䣬�����Ⱦ�Ϲ�ɫ���ṩ����������
5�������Ⱦ�Ϲ�ɫ�ʣ��Ǽ���ӡȾ�ӹ���ˮ������մɫ�����ʪ�ζȵ���Ҫ;����
���
Ӧ��Ԫ������֮Լ��Ϊ����֯Ʒӡ����д����ƪ���£����ʽ���������֮�����⣬����������ָ����д���ڼ�õ��ż��ͬ־��֧�֣�����������õ��ൺӡȾ��ǰ���ܹ���ʦ�»ͬ־�Ĵ����������ش���л����2006/11/4��
�����
[1]
��׳�� ������,��Ⱦ��Ӧ�á�;265
[2] ��׳�� ��������Ⱦ��Ӧ�á�;259
[3] ����� ������,1963���Ⱦ��ѧ������ѡ��;166-184(168)
[4] ���ݾ� �ܽ���,��ϩ���ͻ���Ⱦ�Ͻ�ȾȾɫ����̽��; [1982���Ϻ�ӡȾѧ�����,����ѡ��;34-44]
[5] ���ݾ�,����һ����ऻ���Ⱦ������֯���ȾȾɫ�ϵ�Ӧ��[1984���Ϻ�ӡȾѧ�����,����ѡ��;71-79]
[6] ֣��� ����������Ⱦ�ϻ�ѧ����P110��
[7] �����ߡ�Ⱦ�ϻ�ѧ����164
[8] ֣��� ����������Ⱦ�ϻ�ѧ��P114
[9] ��׳�� ������,��Ⱦ��Ӧ�á�;273
[10] �����ߡ�Ⱦ�ϻ�ѧ����170
[11]
��Ȼ,���Թ�ɫ����Ⱦ�ϵ�������Ӧ���о�,Ⱦ������2006/10;32-37
[12]
��׳�� ������,��Ⱦ��Ӧ�á�;;258
[13]
֣��� ����������Ⱦ�ϻ�ѧ����P120
[14] ֣��� ����������Ⱦ�ϻ�ѧ��P105
[15] ����Զ ������ ����Ⱦ�����Թ�ɫ���ռ��������û����о� [1996���Ϻ�ӡȾѧ�����,�������ϼ�;90-94]
[16] �Ϻ���ӡ��ȾɫС��,��������ӡȾ��ҵ��Ӧ�ø���,[�й���֯����ѧ��,1984��Ⱦ���¼���ѧ�����ۻ�ѡ���ϲ�;142-150
[17] ����Զ,����Ⱦ�Ͻ����;ۺ�Ⱦɫ����˹������������ȫ��Ⱦɫѧ�����ֻ����ļ���1-21
[18] �ż�� ½��³������Ⱦ��Ӧ�������о��� 1963��ȫ����֯ѧ����ᣬɽ��ʡ��֯ѧ���ͽ�������
[19] ����� �����أ���ົ���Ⱦ����ˮ��Һ�е�ˮ���ȶ��ԣ�1963���Ⱦ��ѧ������ѡ��;154-165
[20] ����ڣ���Ⱦ�ϵķ�������������84��1987��
[21] ��������һ��Һ�����Ⱦ��ˮ����ֹ�������Ʊ��������й�ר��200410025304.X��
[22] ��������һ��Һ�����Ⱦ���ȶ������Ʊ��������й�ר��200410025303.500410025303.5