��īӡ��ǰ��Ԥ����������Ⱦ�ϵ�ѡ��yd6504
���ٻ� ������ ������ѧ��ѧ�뻯��ѧԺ��200051��
����ɽ �Ϻ�����ë�ij���200082��
ԭ�أ�ӡȾ��2001(12)��8
��ժҪ���ڸ����Epson Stylus Color��ɫ��ī��ӡ���Ͻ���С����ī��ӡ��ǰ��Ԥ����������Ⱦ�ϵ�ѡ�������о���ͨ�����鷢�֣��������Ӹ��Լ�CM������ɫ�ʴ�99�����ϣ�����ϴ�ӹ����лᷢ����ɫ����ʹ���ʵ�Ũ�ȵĺ������ƻ�����������Ԥ���������Ա�֤ͼ���������ȡ�Cibacron P�ͺͲ���C�ͻ���Ⱦ�ϵĹ�ɫ����65�����ϣ�����������īӡ����Ⱦ�ϡ�
����ʡ�����ӡ�� ǰ���� Ⱦ�� ѡ��
��ͼ����ţ� TS194 434
�ɸ���īӡ�������ܹ����㵱ǰ���������İ���������죨DAM A���ͼ�ʱ������JIT��Ҫ���Ҿ�����Һ�Ͻ�����ˮ��С����ɫ�����ص㣬��ˣ��������������о������������
���ݺ껪���Լ�������˾��ʼ��������ʵ�ü�ֵ����īӡ��������ӡī���������ڣ�����ÿ����1000Ԫ���ϣ��䰺��ļ۸��������ƹ㡣��������һ̨������IJ�ɫ��ī��ӡ������С����īӡ��ǰ��Ԥ����������Ⱦ�ϵ�ѡ�����飬�õ�һ��ֵ���Ƽ���Ԥ����������Χ��һ����īӡ��Ⱦ�ϡ�
1 ʵ����Ϻ��豸
1��1����
40��40 133��72ȫ����
Cibacron BIack C-N��Red C-R����Yellow C-2R����Blue C-R����Red P-2T����Golden Yellow P-B����Blue P-B������Ⱦ�ϣ���ҵ�� 209��ϴ���������� CM 40�����������ơ�����������������ѧҩ����Ϊ��ѧ������ע�������ŵ�Ⱦ����Ciba��˾�Ƽ�����ԭɫ����
1��2 �豸
Epson Stylus Color��ɫ��ī��ӡ���� IBM���ݻ���ROACHESɳԡȾɫ����ROACHES�������û���ROACHES��ϴ�ζȲ����ǣ�̨ʽ�綯������ LIBRORAEU-210������ƽ��723C�ͷֹ��ȼơ�
2 ʵ��
2��1Ⱦ�ϵ�ѡ��
ͨ����ֱ��Ⱦ�ϡ�������ż��Ⱦ�Ϻͻ���Ⱦ�ϵ����������������Ϊ����Ⱦ������֯��Ⱦɫ��ӡ������ҪȾ��Ʒ�֡����⣬����Ⱦ�������Ƚ�ϸ����1.0 µrn������ˮ�о��кܸߵ��ܽ�ȣ����������Ƴɸ�Ũ�ȵ���֯����īӡ��īˮ�������в���������ͷ���ŵ㡣��ˣ���������ʹ��Cibacron P�ͺ�C�ͻ���Ⱦ����Ϊ��֯����īӡ����īˮԭ�ϡ�
2��2 ӡ��ǰ֯���Ԥ����
2.2.1 �������ƣ���������
�ɸ�֯�����ʪ�Ժ���ά֮����ëЧ������֯��ӡ��ɫ���б���ʹ���ʵ���ӡ�������Է�����������һ�����ī��ӡ��ֻ��ʹ�õ�ճ��ˮ��īˮ����ֱ�ӽ�����ӡ��֯���ϣ���ʹȾҺ�����������������˱����ӡ��֯������ʵ���Ԥ������
����Һ����
С�մ�g��L 15
�������ƣ��� X
����������֯������������Һ�����Ľ���������Һ��75��-80�������ɺ��á�
2.2.2 �����Ӹ��Լ�CM����
����Һ������g/L
���Լ�CM 30-40
NaOH 15
JFC 2
ˮ X
ԡ�� 20�Ul���¶� 20�棬ʱ�� 60 m in��
��һ��������������ԡ�ȼ������Һ���������մ�����ô���Һ����60 ��ɳԡȾɫ���д���60 m in��ȡ����������60����ˮ��ϴ��������ˮ��ϴ��Ȼ����2g��L��ԡ�� 40�Ul���Ĵ�����Һ�д��� 3minˮϴ�����ԣ����ɡ�
����������NaHCO3��ѹ��2 0 kg��cm2���Ľ���������Һ��Ϊ 75��-80�������ɡ�
2��3��ī��ӡ����
ѡȡCiliacron C�͡�ԭɫRed C-R��Yellow C-2R�� Blue C-R�� Ciliacron Black C-N��Cibacron P�͡�ԭɫRed P-2T��Golden Yellow P-B��Blue P-B����WORD97��֧������ 360dpi�ķֱ��ʽ�������ɫ��ī��ӡ��
2��ë֯��ĺ���
�� 102-105����¶�����������5��6��7m in������ɫ��
2��5��ɫ�ʵIJⶨ
2.5.1 ��ɫ����
4�ΰ�ɫ����˳��2 g/Lϴ�Ӽ�209��1g/L Na2CO3����ɫ2�Σ�50�����ذ�ɫ1�Σ�2 g/Lϴ�Ӽ�209��1g/L Na2CO3��ɫ 1�Ρ�ԡ�� 50�Ul���¶� 95�棬ÿ�ΰ�ɫ 15 m in��
2.5.2 ��ɫ�ʵIJⶨ
��δ��ɫ�������벻ͬ����ʱ���µ������ֱ���а�ɫ����ɫ���õ���Һ����������ƿ�С���ɫ���ϴ������������ϴ��ҺҲ��������ƿ�У�������ˮ������ƿ�̶ȡ��ڷֹ��ȼ����Ը�Ⱦ�ϵ�������ղ����ⶨ����ֵ�����ù�ʽ�������ɫ�ʡ�
![]()
ʽ�У�An��һ����������������ʣ�
A����һԭ������ɫҺ�������ʣ�
Wn��һ�����������������
W����һԭ����������
ע����ī��ӡ��Ϻ�Ѹ�ٲ���ԭ���������������3g��L������Һ�У���ֹԭ��������ɫ��
3 ʵ���������
3.I Cibacron Red P-2T�IJⶨ��������
��1 Cibacron Red P-2T ��ɫ�ʲⶨ���
|
����ʱ��min |
��ɫ��% |
|||||||||
|
��������% |
�������� |
CM g/L |
||||||||
|
0.5 |
1.0 |
1.5 |
2.0 |
0.5 |
1.0 |
1.5 |
2.0 |
30 |
40 |
|
|
5 |
63.4 |
63.6 |
64.6 |
63.3 |
59.6 |
62.5 |
65.0 |
59.9 |
99.2 |
99.6 |
|
6 |
66.6 |
66.5 |
64.0 |
66.8 |
59.5 |
67.5 |
68.4 |
65.8 |
99.3 |
99.0 |
|
7 |
60.7 |
60.7 |
66.7 |
65.3 |
59.5 |
62.5 |
65.7 |
65.5 |
99.1 |
99.5 |
Ciliacron P��Ⱦ�����ɸ��¹�ɫ�ͻ���Ⱦ�ϣ����������K�ͻ���Ⱦ�������ơ�
�����������У�������ʪ����ʹȾ�������ϲ㣬������ά���档ͬʱ��NaHCO3�����ֽ��Na2CO3���ڼ��������£� p�ͻ���Ⱦ������ά����ά��90�淢����ɫ��Ӧ����Ӧʽ���£�
�ӱ�1����������ʱ����ӳ���NaHCO3�ֽ�ΪNa2CO3����Խ�࣬������ǿ�� 6 m in��ɫ�ʴﵽ 65�����ϣ���5 m in�� 7 m in�Ĺ�ɫ����60�����ϣ�����
��ͬŨ�ȵĽ�������ͬ����ʱ���ڣ����ɫ������1�����ҡ��������Ⱦ�Ϲ�ɫ���ܽϺá�
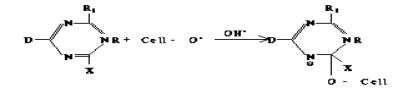
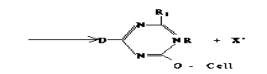
��ά����ά�������ڸ��Ծ����ø��Լ���Һ������ά����ά��ʹ��������ɵĸ��Լ�������������ά������֦����ά�ش�����ϡ���ά���Լ�CM�Ǻ����ȴ����������ӻ��������ά����ά�ķ�Ӧ�������Ƹ���ά����ά�ڼ��Խ������뻷�����ķ�Ӧ����Ӧ����������ʾ��

��Ӧ����ά����ά�ϴ�������ɣ�ʽ4����
����ά�����Լ�CM���Ժ���������ӻ��ţ���ά�����Ze ta��λ���ͣ��������������ӣ������������Ⱦ�������ԡ����ԡ�ֱ��Ⱦ�϶Ը�������ά���������ɴ�������Ⱦ�ϵ���Ⱦ�ʺ�Ⱦɫ��ȡ�
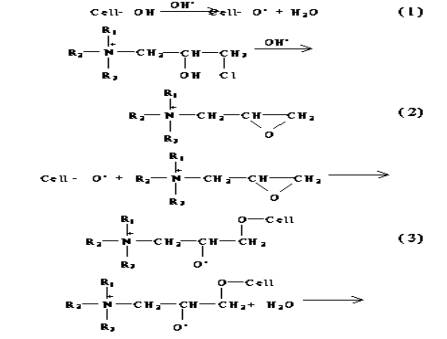
�����Ӹ��Լ�CM���������й�ɫ�ʶ��ﵽ99�����ϣ���ɫ�ʷdz��ߡ����и��Լ�CM 40 g/L������30 g/L���Ըߣ�һ�㹤�ղ��ø��Լ�CM 30 g��L�Ĵ�������������С�մ������ʱ�䳤�̶Թ�ɫ��Ӱ�첻��������CM����֯�������д�ϴ����Ϊϴ��մɫ���ء�ԭ����û����ī��ӡ�Ŀհײ��֣����е�CM������δ�����ã�Ⱦ�Ϸ�����ɫ����ͼ�����Ҳಿ�ֵ�մɫ�Ƚϣ�����ˣ������ڸ���֯�ᆳ��īӡ����ֻ����Ϊ����Ʒ��δ����������ֱ���������ϡ��������ں��������н����ٽ��������Ӹ��Ե���īӡ�����顣
|
|
|
|
ԭ�� ˮϴ ��մ |
ԭ�� ˮϴ ��մ |
|
������CM���������� |
���ϴ��������� |
|
ͼ ��ͬԤ����������մɫ����ĶԱ� |
|

3��2����CibacronȾ�ϵIJⶨ��������
��2 Cibacron Ⱦ�Ϲ�ɫ�ʲⶨ���
|
Ⱦ�� |
����ʱ��min |
��ɫ�� |
|||||
|
�������� |
�������� |
||||||
|
0.5 |
1.0 |
1.5 |
0.5 |
1.0 |
1.5 |
||
|
Golden Yellow P-B |
5 |
63.9 |
73.4 |
62.6 |
67.5 |
61.1 |
63.0 |
|
6 |
60.5 |
63.4 |
64.1 |
62.2 |
62.1 |
59.0 |
|
|
7 |
68.5 |
75.6 |
71.7 |
71.7 |
69.0 |
69.1 |
|
|
Blue P-B |
5 |
64.6 |
62.3 |
62.8 |
64.5 |
61.8 |
66.1 |
|
6 |
62.8 |
65.2 |
64.0 |
66.6 |
58.2 |
58.3 |
|
|
7 |
66.5 |
70.4 |
68.6 |
70.6 |
68.2 |
63.9 |
|
|
Red C-R |
5 |
49.8 |
32.1 |
47.5 |
47.2 |
43.5 |
45.9 |
|
6 |
54.5 |
44.3 |
49.2 |
53.6 |
51.5 |
53.3 |
|
|
7 |
58.8 |
49.7 |
57.2 |
58.6 |
56.2 |
57.9 |
|
|
Yellow C-2R |
5 |
73.4 |
70.7 |
74.8 |
73.1 |
74.5 |
74.2 |
|
6 |
72.1 |
71.6 |
68.2 |
72.7 |
68.3 |
70.9 |
|
|
7 |
78.0 |
78.1 |
78.0 |
80.5 |
77.5 |
79.8 |
|
|
Blue C-R |
5 |
50.1 |
49.2 |
47.2 |
61.2 |
52.7 |
50.2 |
|
6 |
51.8 |
53.8 |
54.1 |
65.3 |
58.0 |
54.8 |
|
|
7 |
54.7 |
59.2 |
55.1 |
68.1 |
62.4 |
58.0 |
|
|
Black C-N |
5 |
73.0 |
73.3 |
72.9 |
75.9 |
79.0 |
80.3 |
|
6 |
74.5 |
73.3 |
77.4 |
76.7 |
75.1 |
75.6 |
|
|
7 |
70.2 |
70.9 |
75.4 |
70.7 |
74.5 |
73.1 |
|
�ɱ�l��2�еó��� Cibacron P��Ⱦ��Yellow C-2R��Black C-N�ں�������(��)�еĹ�ɫ�ʱ�����Ⱦ�ϸߣ���65��- 75��֮�䣬����һ��ӡ����Ҫ����ˣ��Ƽ���Ⱦ��Ʒ���� Cibacron Red P-2T��Golden Yellow P-B��Blue P-B��Yellow C-2R��Black C-N��
���������ƻ���������1.0��-1.5��Ũ��֮�䣬Ⱦ�ϵĹ�ɫ�ʴﵽ��ߡ���������;����¹�ɫ�ʵ��½���
4 ����
���þ������Epson Stylus Color��ɫ��ī��ӡ������С����īӡ��ǰ��Ԥ����������Ⱦ�ϵ�ѡ��ͨ�����鷢�֣��������Ӹ��Լ�CM�������ɫ�ʴﵽ99�����ϣ�����ϴ�ӹ����лᷢ����ɫ����ʹ���ʵ�Ũ�ȵĺ������ƻ�����������Ԥ�������Ա�֤ͼ���������ȡ� Cibacron Red P-2T��Golden Yellow P-B��Blue P-B��Yellow C-2R��Black C-N����Ⱦ�ϵĹ�ɫ����65��-75�����ϣ���������īӡ����Ⱦ�ϡ��������ƻ��������Ƽ���1.0��-1.5��Ũ�ȷ�Χ֮�䣬Ⱦ�ϵĹ�ɫ�ʴﵽ��ߡ�
�����
��l��Chavan R B��Indian Journal of Fiber��Textile Research��1996��21; 50-56
��2�� Provost John TCC��1995��27;22-31
��3��Rev. P rog��Coloration��1992��22;22-31
��4�� JSDC��1993��147-152
��5�����е�, ��ɫ�����ڷ�֯��ҵ�е�Ӧ��, ����, ��֯��ҵ������1988
��6��������,���� ����,Ⱦ������ԭ��, �������й���֯������1982
��7���й���֯��ѧȾ��������Ⱦ������ʵ�齲�壨���䣩1996
���ո����ڣ�2001/10/25��