海岛纺超细旦涤纶丝织物染整加工中的若干问题(下)yd5505
杨栋梁 全国染整新技术应用推广协作网(200040)
原载:染整科技2005/4;1-9
(三)海岛纤维织物的染色
一般海岛纺超细旦涤纶丝织物的染色问题,不是仅仅解决超细旦涤纶长丝的染色,主要是要研究不同纤度的超细旦,高收缩和不同断面(俗称三异丝)共存时染得均匀颜色,而且各项牢度又要符合要求。这样对分散染色工艺两方面都提出了要求。
1、染料的选择
适合于超细旦纤维染色的分散染料,应具有如下性能:
・给色量高,提升性好,易染成深浓色;
・匀染性好,重现性优良;
・移染性好,遮盖性优良;
・配伍性和相容性好的系列;
・耐日光、升华和湿洗牢度优良;
・热迁移性小。
国外一些著名的染料公司,为配合超细旦涤纶纤维的开发,纷纷在原有的分散染料中经筛选和复配,推出了专用的新分散染料如下:
BASF(三原色)
Palanil黄棕R-CF
Palanil红3BLS-CF
Palanil蓝GLS
Palanil蓝5GL-CF(调节色光用)
Bayer(三原色)
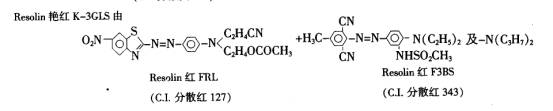
Resoline橙K-3GLS l50%
Resoline红K-2BLS 200%
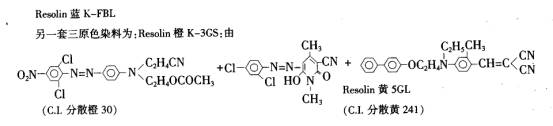
Resoline蓝K-FBL 200%
ICI(Zenca三原色)
浅色:
Dispersol黄B-6G(C.I.分散黄64)
Dispersol红B-2B(C.I.分散红60)
Dispersol蓝B-R(C.I.分散蓝56)
中深色:
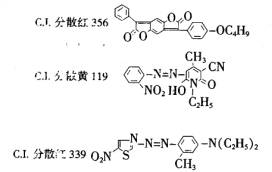
Dispersol黄C-5G(C.I.分散黄119)
Dispersol棕C-3G(C.I.分散棕19)
Dispersol红玉C-B l50%(C.I.分散紫33)
Dispersol藏蓝C-2G
化药公司(三原色)
Kayalon Polyester浅黄5G-S(C.l.分散黄165)
Kayalon Polyester黄BRL-S 200%(C.I.分散黄61)
Kayalon Polyester红TL-S(C.I.分散红323)
Kayalon Polyester蓝GL-SF 200%(C.I.分散蓝27)
以外尚有Kayalon Microester四个系列染料(具体品种见参考文献[3])。
三菱公司(三原色)
浅色:
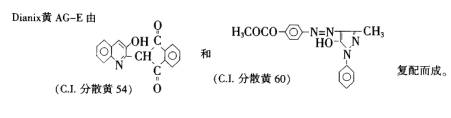
Dianix黄 AC-E
Dianix 红AC-E
Dianix蓝AC-E
中深色:
Dianix橙SPH或UPH
Dianix 深红UPH
Dianix蓝SPH
海岛纺超细旦涤纶染色用的分散染料,应选提升性和显色性强(即染深性好)色泽鲜艳,匀染性和重现性好以及各项染色牢度高的染料。
|
|
|
・提升性和显色性强的分散染料。
实践经验告诉我们:一般的分散染料在超细旦涤纶纤维上的染色,表观深度只有同条件下染常规涤纶的一半或一半以下,对小于0.1d以下 (即有人称为极细纤维)的纤维,其染色的表观深度就更低了。
杂环类分散染料有良好耐光牢度,在超细旦涤纶纤维上有较好的提升性、匀染性和较高的上染率,是开发超细旦涤纶用染深性分散染料的方向之一,例如上列分散染料。
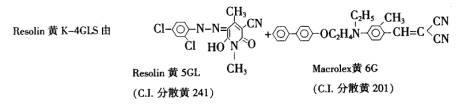
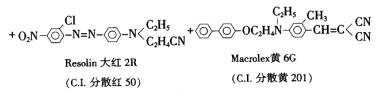
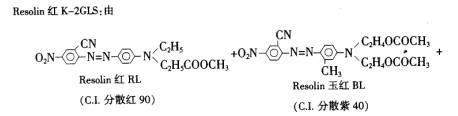
再由,多组分色光近似的分散染料混合的染料,其性能优于组分中任一组分,混合后牢度政善,色泽增度,上染率增加,提升性提高,产生了混合增效作用,染色性能获得明显改进。这是分散染料上染涤纶纤维符合物质分配定律,两种和两种以上结构相似或不相似的分散染料,对涤纶纤维的上染率饱和值有一定的加和值,将它们混合在一起染色,可使上染总量增加所致。国内外染料厂商就利用多组分复配增效原理,在原有的分散染料中经筛选推出一批适用于涤纶超细旦纤维染色用的分散染料,如Dianix AC-E、Resolin K等。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|


・匀染性好的分散染料。
由于海岛纺超细旦纤维的比表面积大,在染色过程中在其玻璃化温度以下,纤维表面吸附了大量的染料产生瞬染现象,或称初染率高,不利于匀染。同一染料在超细纤维上的初染率比常规纤维高1-3倍,其中小于0.1d的极细纤维情况更严重。为此,必须选用初染率低而最终竭染率高的染料。(下例:Resolin蓝K-2GLS由三者混合)
在海岛纺超细旦纤维染色时,大多数偶氮型分散染料的初染率较高,杂环型分散染料的初染率最低,而最终竭染率又以杂环型最高(约为93-99%)达基本完全竭染了,而偶氮型的竭染率平均为86-92%之间。试验结果表明:有些初染率高的分散染料,匀染性就差;有些初染率较低其竭染率较高,匀染性也好。如表5所示:
表5 两种不同染色性能的分散染料
|
初染率高不易匀染的染料 |
初染率低匀染和竭染性好的染料 |
|
分散监lBLN |
Palanil黄棕R-CF |
|
分散红FB |
Palanil红3BLS-CF |
|
分散黄3G |
Palanil深蓝GLS |
|
分散红M-SR |
Palanil黄5GL-CF |
|
分散蓝M-SR |
Palanil红F-3BS |
|
分散黄棕H-lRL |
[C.I.分散红343] |
|
分散藏青SE-lB 300% |
分散黄M-3R |
|
分散大红 |
分散黑SE-4B |
・高牢度的分散染料
由于海岛纺超细旦纤维比表面积大,引起其染色产品的耐光、耐水洗等牢度不佳。必须选用染色牢度最好的分散染料,即使因其纤度小牢度下降1-2级,也还可以满足服用上的要求。
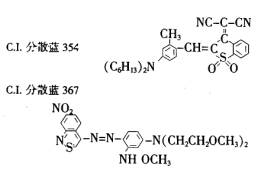
分散染料在涤纶纤维上的耐光和升华牢度,可以说基本上取决于染料的化学结构,偶氮型分散染料,在重氮组分上引入较多的吸电子基(-CN、-NO2、-X)和偶合组合上引人氰乙基后,这些吸电子基可阻止染料的光氧化反应,而使耐光牢度有所提高,或设法使其分子量增大和增加分子的空间位阻,则其升华牢度可望改善。蒽醌型分散染料的耐光牢度比偶氮型好些,主要是α-氨基羟基蒽醌结构,由于氨基和羟基处于α位,可与蒽醌环上碳基的氧原子形成稳定的占员环分子内氢键,减少光氧化反应,从而提高了耐光牢度。此外,引入取代基,降低氨基的碱性,如生成不易氧化的羟胺或β位引入吸电子基,降低氨基碱性都能使耐光牢度提高。此外,部分杂环结构的分散染料,其耐光牢度均可达5-7级,升华牢度为3-5级。如Foron艳黄SE-6GFL,Foron大红S-3GFL等。
近年,分散染料的热迁移问题甚嚣尘上,这是涤纶纤维经分散染料染色后,经高温处理(如定形等),由于助剂等的影响,分散染料产生一种热泳移所致,但这种现象也可能在长期存放过程中也会产生。
热迁移的原因是纤维表面的助剂在高温时能溶解染料,热又使纤维内部的染料逐步向纤维表面积聚,其实质是分散染料在两相中的分配现象引起的,由此带来一系列问题,如色变、熨烫时沾污,耐光牢度下降等。
纤维表面助剂对热迁移的影响,与它对分散染料的溶解性有关。目前主要是以非离子表面活性剂,如脂肪醇聚氧乙烯醚或烷基酚聚氧乙烯醚等作为乳化剂,配制的乳液残留在纤维表面所致。
分散染料的热迁移与染料化学结构的关系,不像升华牢度与染料化学结构的关系那样明确,鉴于消费者对热迁移牢度的要求日益殷切,世界著名的染料生产公司,纷纷推出了一批防热迁移的分散染料,如Ciba公司的Terasil
W系列 (11个品种),Clariant公司的Foron S-WF系列 (7个品种),Dystar公司的Dianix HF系列,BASF公司的Dispersol
XF系列等,例如:它的分子量较大,其偶合组分含邻苯二甲酰亚胺,与涤纶纤维的亲和力较大,以致在高温时染料也较难从纤维内部迁移到表面。
2.染色的控制
不同纤度的涤纶染色时,由于纤度小的纤维上染速度快,这种情况高温型分散染料(SF)与低温型分散染料(E)的上染率差异更大,如图11所示,
|
(1)卡雅隆聚酯蓝EBL-E |
(2)卡雅隆聚酯蓝GL-SF |
|
|
|
|
|
|
|
图11 高温型与低温型分散染料在细旦与普通涤纶纤维的上染速度比较 |
|
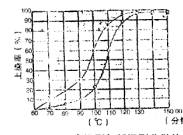
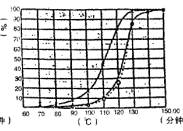
可是调整染料浓度可得相同的上染率。在不同纤度的涤纶共存时,在较低温时,染料较多的染着纤度小的涤纶纤维,随着染色温度逐步升高,两者上染率的差异会逐步缩小,这种趋势与染料的能量等级有关。130℃时,低温型分散染料的移染性比高温型分散染料大;如染料是均匀地上染,则小纤度纤维的颜色会比大纤度纤维浅些,为了要得到相同的表观染色深度,应选用高温型染料,使较多的染料染着于小纤度纤维。
0. 3d和3.0d两种涤纶纤维在上述两种染料的同一浴染色时,染料在两种纤维上的上染率和表观染色深度的结果如图12
所示。
|
(1)卡雅隆聚酯蓝EBL-E |
(2)卡雅隆聚酯蓝GL-SF |
|
|
|
|
图l2 细旦纤维和普通纤维的上染性能和表观深度比较 |
|
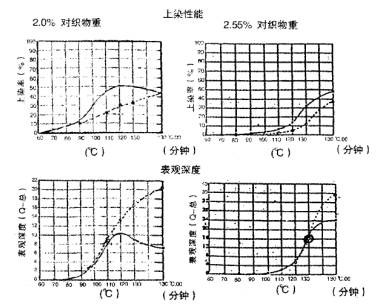
海岛纤维产品多数是不同纤度纤维共存,要染得均匀的同一色,则纤度小的纤维必须染着较多的染料才行。例如3.0d/0.3d涤纶纤维要染成同色,则在0.3d涤纶纤维
染料染着量约为3.0d的3.2倍,才能使两种不同纤度纤维的表观染色深度一致,这是它们的表面积不同所致。因为染色温度在100-120℃范围,染料在纤维上的吸附量与其表面积成正比的,这时不同纤度的表观染色深度是基本相同的;但温度高于120℃,染料在纤维上的扩散加快,纤维单位重量的染料上染率相同,染色温度越高,高温保温时间越长,则不同纤度上的上染量趋于接近,以致显示出不同纤度的表观染色深度差异变大。例如日本化药公司开发用于超细旦涤纶的Kayalon Microester中B系列染料,在3.0d/0.3d涤纶纤维同浴染色时,两种不同纤度纤维的上染率与其表观染色深度的关系如图13所示。
|
|
|
|
图 13-1 Kayalon Microester
B-LS 染料的染色性能 |
图 13-1 Kayalon Microester
B-LS 染料的表观深度 |
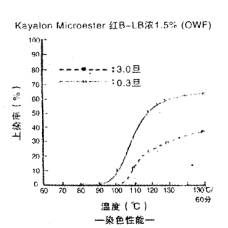
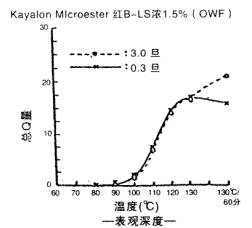
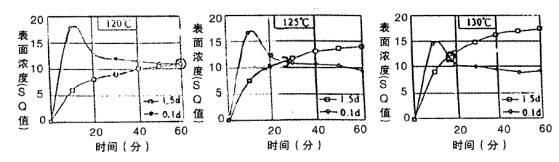
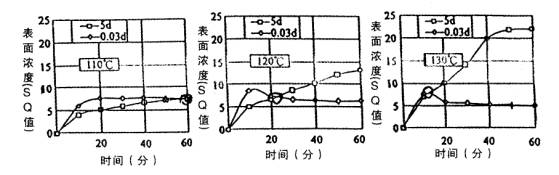
由图13可知,在染色过程中,不同纤维之间,存在两种纤维上表观染色深度相同的范围,且随纤度差异而不同,很难事先根据纤维差求得合适的染色温度和保温时间。住友化学公司开发用于新合纤极细纤维染色用的Sumikaron MF系列中三原色染料在0.ld/1.5d和O.03d/5d不同纤度纤维染色,其恒温染色行为求得两种不同纤度纤维上有相同的表观染色深度,如图14、15所示。
|
|
|
图 14 异纤度纤维(0.ld/1.5d)的恒温染色行为 梁液中染料组成:Sumikaron MF yeUow
R 1%(o.w.f) Sumikaron
MF Red 3B 0.8%(o.w.f) Sumikaron MF Blue B 0.5%(o.w.f) |
|
|
|
图15 异纤度纤维(0.03d/5d)的恒温行为 |
三种不同纤度的涤纶织物,用KayalonMicroester B系列染色,在染色过程中织物表里两边表观染色深度相同的温度范围如图16所示。
|
织物(一)经向涤纶:2旦 纬向涤纶:0.07旦/2旦 |
织物(二)经向涤纶:0.17旦 纬向涤纶:0.07/0.07/2旦 |
织物(三)经向涤纶:0.17旦 纬向涤纶:5旦22旦 |
|
|
|
|
|
染色温度(℃)-升温过程中的表面浓度变化 |
染色温度(℃)-升温过程中的表面浓度变化 |
染色温度(℃)-升温过程中的表面浓度变化 |
|
图16各种不同纤度涤纶纤维的染色温度和经、纬丝的表观深度 染料 Kayalon Microester黄B-LS 0.6%(按纤维重) Kayalon Microester红B-LS 0.4%(按纤维重) Kayalon Microester蓝B-LS 0.4%(按纤维重) |
||
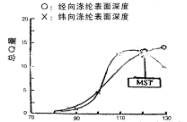

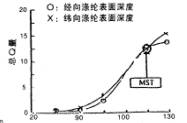
由图12-16可知,在染色过程,不同纤度纤维之间存在两者表观染色深度相同的温度范围,它是随纤度差异而不同,很难事先根据纤度差求得同色的合适温度和保温时间,但对不同纤度纤维的上染率作出如下判断:为保持良好上染率和染料分配稳定起见,高温保温20-30分钟,染得同色性的温度要比最/纤度纤维上染着的染料开始泳移温度(MST)约低10℃左右,几种不同纤度织物染色的控制推荐如表6所示。
表6 各种不同纤度织物的染色例
|
编号 |
织物形态 |
最大纤度 |
染色效果特征 |
同色染色温度,染料Kayalon Microester B-LS系列 |
|
1 |
经0.2旦/1旦 纬l.5旦 |
7.5倍 |
表里同色性 遮盖性 |
130℃×30分 |
|
2 |
经03旦;纬3旦 |
10.0倍 |
表里同色性 |
120℃×30分 |
|
3 |
经2旦;纬0.07旦/2旦 |
28.6倍 |
表里同色性 |
110℃×30分 |
|
4 |
经0.17旦粗细节花式丝 纬0.07/0.07/2旦 |
28.6倍 |
表里同色性 里面遮盖性 |
110℃×30分 |
|
5 |
经0.17旦纬5旦强捻丝 |
29.4倍 |
表里同色性 |
ll5℃×30分 |
|
6 |
经、纬0.17旦/6旦/2.7旦 |
35.3倍 |
染色效果 (不匀) |
必须在110℃以下低温染色 |
|
7 |
经0.01旦、1.5旦/3-4旦无捻上浆收缩丝 纬和经丝一样的强捻丝 |
400.0倍 |
染色效果 (经向条花) |
要在110℃以下低温染色;100℃时用载体染色染得同色 |
|
8 |
经2旦芯丝/0.01-0.05旦纬2旦强捻丝 |
200.0倍 |
染色效果 (经向条花) |
120℃×30分 |
|
9 |
经5旦芯丝0.01-0.05旦纬2旦强捻丝 |
500.0倍 |
染色效果 (经向条花) |
110℃×30分 |
五、结语
需的纺织品外,它尚有广泛的应用领域。在涤纶纤维的大家族中,海岛纺纤维总归摆脱
表6各种不同纤度织物的染色例1.海岛纺纤维是高科技产品,价值昂贵用于一些高价(档)的纺织品,加工这类纺织品的技术难度大,经济效益与风险共存。海岛纺纤维织物的染整加工,需要有高性能的专用分散染料和助剂的配合外,适应小批量、多品种和快交货的生产机制及良好的设备的客观条件是不可缺乏的,最重要的有高水平的技术人员运筹惟握。当然,海岛纺纤维主要用于供人们日常生活所不了高价小姐的地位。
2.海岛纺纤维织品在染整加工过程中,其海组分-可溶性聚酯部分 (约占海岛纺纤维重量的30-40%)要全部除去,犹如细旦和超细旦涤纶的纺丝绸产品,染整加工中的碱减量处理,在排放的废水中含大量的水溶性共聚酯及其低聚物、或分解物,如对苯二甲酸、乙二醇、间苯二甲酸-5-磺酸钠等有机物,给污水处理和环境保护增加困难和负担。
3.海岛纺纤维纺织品一般是三异纤维(异纤度、异收缩、异形)不同比例的组合体,有时甚至还可有不同纤维(如锦纶)的混并情况。因此,这类纺织品的染整加工,在充分发挥各组分纤维的特长,同时要估计到某些组分纤维可能会受到的不良影响,合理制订工艺流程时结合现有的设备条件,要综合平衡好各工序加工的技术条
件。
4.合成纤维纺织品的生产实验经验,似乎已明显告诫我们:纤维-纺织-染整生产链的信息传递(或交流),在这类产品开发中至关重要的,甚至毫不夸张地说是成败的关键。尤其是海岛纺纤维纺织品生产,不可设想,在不知原纱的纤维品种组成和配置、织物的设计意图和要求的情况下,染整加工能生产出质量上乘,凤格良好的产品来。因此,加强纤维-纺织-染整一条龙,甚至将下游服装加工和市场营销已组成整个产业链的信息交流网络,逐步建立纺织品生产链的信息传递系统,应该说是提到议事日程上的时候了。(全文完)
参考文献:
[1]薛文等,海岛纤维加工技术及其应用,纺织导报,2003,(5)94/100
[2]宋心远主编,新合纤染整,中国纺织出版社,1997年
[3]杨栋梁,超细旦涤纶织物的染色问题,全国染整新技术协作网简讯,2003,2/3月总23/24期
[4]戴健男,极细旦聚酯纤维的染色性,染化杂志,1997,3,No154;27-31
[5]曹丽敏,新型服用纤维及产品开发,国外纺织技术,2002,总221期,69
[6]姬野清,新合纤的染色加工上问题点,染色工业, 40(12)10/15
[7]杨栋梁,超细旦和新合纤织物的染整加工(一)~(八),印染,1993,19(6)32/35;19(7)33/36;(24)19(8)36/39;19(9)29/34;19(10)33/36;19(11)35/38;19(12)32/35;1994 20(1)32/37
[8]杨栋梁,超细旦涤纶织物的染整加工概述,国际纺织品动态,1994(4)33/39
[9]杨栋梁,细旦及超细旦涤纶织物染整加工中若干问题的探讨,中国纺织出版社,1996年P53/61
[10]宋心远,海岛型超细纤维的性能及其纺织品的染整,第五届全国染色学术研讨会论文集(2003/10无锡);1/17
[11]陈雄,海岛纤维织物开纤及对染整质量的影响,2003年中国杭州海岛纤维技术与市场研讨会论文集;120/134
[12]扬州新惠纤维材料研究所,碱溶性聚酯的性能与应用
[13]陶再荣等,海岛型复合超细旦纤维的研制及其纺织产品的开发
[14]罗先金等,超细旦纤维用染料的进展,染料工业,1996,33(4);1/7
[15]余贤延译,涤纶微纤维(品质、特征、技术问题、解决方法),印染译丛,1996(4);78/88
[16]何中琴译,新合纤(Shingoscn)的分散染料最佳染色法,印染译丛,1997(5);60/66
[7]福茂化学公司,新合纤染色用分散染料系列-Sumikaron MF染料,染化杂志,1997,3,No174;46/51
(作者:教授级高级工程师)