|
��֯�¿�/�ص�27��/����ά�ӹ����� |
������ά��֯Ʒ��Ⱦ���ӹ�����
������ ������ ���Ĺɷݼ�������(256617)
��³�� ɽ��ʡ�Ŀ�Ժ(266032)
ԭ�أ����㽭ӡȾ��Ϣ�뼼����2003/6
ǰ��
���˶�ʮһ���ͣ��ҹ��ķ�֯�²�Ʒ������β�����ߣ��߿Ƽ���ά�����졢��֯�����ֺ��������������������죬�ر��ǹ����Է�֯Ʒ���²��ϡ��¹��պ����﹤�̼����ڷ�֯ҵ��Ӧ�ø�ʹ���÷�֯Ʒ���������Ʒ�߱���ȫ�µĹ��ܡ����ǻ��Ĺɷݼ������Ľ������������Ű˾��Ӣ��ACORDIS��˾��ͬ������������һ��Ŀǰ�ڹ������ȵ����Ͳ��Ϸ�֯��Ʒ���о�����������Щ���Ͳ�Ʒ��ӡȾ�ӹ���������������ȡ�������������Ч��������ּ�ڴ�ʵ�ʳ������Բ���������ά��֯Ʒ��Ⱦ���ӹ���������ʵ�����ҽ���̽�֡�
һ������˿(Coolmax)֯��Ⱦ���ӹ�
1��Coolmax���ϵ�����
Coolmax��������ά�������ɶŰ˾��Dacron��ά������ã�Dacron��ά���пյ�����ά��������������״�������Ĺ�״�����������п���ά��������ά�Ĺܱڻ��������������������γ��˺ܺõ�ëϸ���磬��������������ά�Ķ��������ṹ��������������ʪ���ź��������ԣ�Ҳ�������Ͽ���ʱ��Ƥ���ϵĺ�ʪ����Ƥ�������䵽���ϱ��棬�Ӷ�Ѹ��������ʹƤ�����ָ�ˬ�����ʡ���Dacron��ά�Ƴɵ�Coolmax���������ϣ���������������ʪ�������ź��ԣ�����������һ��ȫ�µı�ͼl��Coolmax��������ά���ϵĸ����ʱȽϡ�
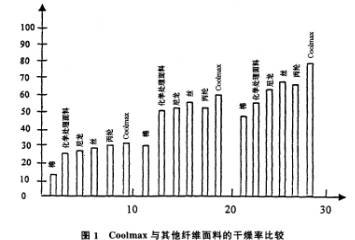
ͼl Coolmax��������ά���ϵĸ����ʱȽ�
��ͼ1�ɼ���Coolmax��������ά���ϵĸ����ʲ������2��������Ϊ��ˣ�Coolmax�������ڴ��˶����ij��ϣ�����ʹƤ��������������١���������˶���������ʹƤ�����ֳ�����ˬ�������������ģ�����ǿ�˶�Ա�ı��ּ�������
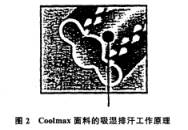
ͼ2 Coolmax���ϵ���ʪ�ź�����ԭ��
ͼ2��Coolmax���ϵ���ʪ�ź��Ĺ���ԭ�����ɴ�ͼ�ɼ���������ά���صĽṹ���Ӷ����������Ķ��ص���ʪ�ź����ܡ�
2��Coolmax���֯���Ⱦ����������:
�������ë���˽���Ư�ס����͡�Ⱦɫ��������
3��Coolmax���֯���Ⱦ�������ص�
����Coolmax��ά�����ܣ�������о��������������������ΪCoolmax���ϵ�Ⱦɫ�ӹ��������ص�:
(l)Coolmax֯�ﲻ����ǿ��������ᵼ����ά�����ҽ��⣬Ӱ����������ܡ�����1:
��l NaOH����������Ч����Ӱ��
|
NaOH(g/L) |
2 |
4 |
6 |
8 |
10 |
12 |
|
|
�¶�(��) |
95 |
95 |
95 |
95 |
95 |
95 |
|
|
ʱ��(min) |
40 |
40 |
40 |
40 |
40 |
40 |
|
|
�� |
67.3 |
72.6 |
74 |
78.2 |
80.9 |
85.8 |
|
|
ȥ�� |
һ�� |
�Ϻ� |
�� |
�� |
�� |
�� |
|
|
ëЧ (cm/min) |
�� |
7.6 |
8.2 |
10.4 |
10.6 |
11.0 |
11.4 |
|
γ |
11.8 |
11.4 |
10.5 |
10.1 |
9.6 |
8.9 |
|
|
�ָ� |
�Ϻ� |
�� |
�� |
�� |
�� |
�� |
|
|
ǿ����ʧ (%) |
�� |
0.1 |
0.3 |
0.5 |
0.5 |
0.6 |
1.03 |
|
γ |
2.4 |
5.3 |
8.9 |
10.7 |
14.6 |
19.5 |
|
(2)֯��Ķ����¶Ȳ��ܹ��ߣ�һ�������185��190����
(3)Ⱦɫ�¶ȿ�����120�������ܹ��ߣ�����ʹ��ά�ṹ�е����ƶ�������������͡�Ť������ȴ����Щ�α�̶���������ʹ������������Ӱ�쵽֯���ʪ���ܡ�
(4)Ϊ�˱�֤Coolmax������ʪ�ź����ܣ���
������������ˮ����������
����PBT��PTT��T400ϵ�����͵���֯���Ⱦ���ӹ�
l��PBT��PTT��T400��ά�Ľ���
l��l��PTT��ά
PTT��ά�Ǿ�����ά�����е�һ���²�Ʒ��ѧ���Ǿ۶Ա��������������������ά�볣�����PET��ά��Ƚϣ��������β����DZ������������Ҷ���������������β��ֵ�̼һ̼���ϳ������ʹ����ά�������е��ԣ�������PET��ά��ȣ�PTT��ά�������¶ȵ�Լl5����������ά��߾�����ά�;�������ά�����ԡ���������ǿ�⣬��Ⱦɫ���������������ָ��������쳤��ͬ������άһ���ã�����ͨ���ķ�ɢȾ��Ⱦɫ��ӡ��������ʹ�����⻯ѧƷ��Ⱦɫ����и�ˬ��ͦ�����ص㡣
1��2��PBT��ά
PBT��ά��һ�����;�����ά��ѧ���Ǿ۶Ա������ᶡ��������PBT��ά�����PTT��ά�����������⣬�����������β����Ƕ����������DZ��������������β��ֵ�̼һ̼����������Ҳʹ����ά�������нϺõĵ��ԣ�������PTT��ά��ȣ�
PBT��ά�IJ������¶ȵ�ԼlO����
1��3��Tһ400��ά
Tһ400�ǶŰ˾����Ƴ��г����õ�һ�������Ͼ�����ά������ά�������ֲ�ͬ������ά���и��Ϸ�˿���ɵģ����������־�����ά�������Ȳ�ͬ����ˣ�����ά���Բ������õ�����������Ӷ�ʹ��άĿ�����������ĵ��ԡ�
2������PBT��PTT��T400��֯֯��Ĺ�������
������������ë���˽���Ư����˿����������Ⱦɫ��������
3������PBT��PTT��T400��֯֯��ļӹ��ص�
(1) ������ǿ�ʱ����´���(���˽�������)������������ά�ĵ�����ø�˽�һ��ѷ�����Ч���Ϻ�;
����2��3:
��2 NaoH�������Ʒ������Ӱ��
|
��Ŀ��֯�� |
C32��75D PTT 106��88.61" |
|||||
|
NaOHg/L) |
24 |
32 |
40 |
48 |
56 |
|
|
�� |
71.1 |
76.3 |
78.1 |
79.5 |
76.9 |
|
|
ȥ�� |
һ�� |
�Ϻ� |
�� |
�� |
�� |
|
|
ëЧcm/3Ominn |
6.8 |
7.6 |
8.1 |
8.7 |
8.9 |
|
|
ǿ����ʧ(%) |
�� |
1.8 |
2.3 |
3.8 |
4.7 |
5.9 |
|
γ |
1.9 |
4.0 |
5.8 |
8.9 |
13.4 |
|
|
��Ŀ��֯�� |
C32��15OD PBT lO7��88.61" |
|||||
|
NaOHg/L) |
24 |
32 |
40 |
48 |
56 |
|
|
�� |
69.8 |
75.7 |
78.3 |
79.1 |
77.2 |
|
|
ȥ�� |
һ�� |
�Ϻ� |
�� |
�� |
�� |
|
|
ëЧcm/3Ominn |
6.3 |
7.7 |
8.3 |
8.6 |
9.0 |
|
|
ǿ����ʧ(%) |
�� |
1.6 |
2.4 |
3.7 |
4.8 |
6.0 |
|
γ |
2.1 |
4.2 |
5.7 |
9.0 |
14.2 |
|
|
��Ŀ��֯�� |
C40��75D Tһ400 1l1��67.61" |
|||||
|
NaOHg/L) |
24 |
32 |
40 |
48 |
56 |
|
|
�� |
70.4 |
77.6 |
78.7 |
78.5 |
76.8 |
|
|
ȥ�� |
һ�� |
�Ϻ� |
�� |
�� |
�� |
|
|
ëЧcm/3Ominn |
6.7 |
7.9 |
8.2 |
8.6 |
8.9 |
|
|
ǿ����ʧ(%) |
�� |
2.0 |
2.6 |
3.4 |
4.6 |
5.7 |
|
γ |
1.7 |
4.1 |
6.0 |
9.1 |
14.3 |
|
��3 ˿��(�ռ�g/L)��֯���Ӱ��
|
֯�� |
C32��75D PTT 106��88.61" |
||
|
�ռ���Ŀ |
���غ�24h�쳤cm |
��ɫ��� |
γ��ǿ�� |
|
170 l80 190 200 210 220 230 |
1.8l 1.86 1.90 1.92 2.34 3.76 5.68 |
dz�� ���� ������ ������ ������ ������ ������ |
324 324 32l 316 3l4 298 267 |
|
֯�� |
C32��15OD PBT lO7��88.61" |
||
|
�ռ���Ŀ |
���غ�24h�쳤cm |
��ɫ��� |
γ��ǿ�� |
|
170 l80 190 200 210 220 230 |
l.76 1.9o 1.94 2.02 2.67 3.98 5.71 |
dz�� ���� ������ ������ ������ ������ ������ |
974 960 947 920 907 861 832 |
|
֯�� |
C40��75D Tһ400 1l1��67.61" |
||
|
�ռ���Ŀ |
���غ�24h�쳤cm |
��ɫ��� |
γ��ǿ�� |
|
170 l80 190 200 210 220 230 |
1.80 1.96 2.06 2.19 2.47 3.89 5.73 |
dz�� ���� ������ ������ ������ ������ ������ |
316 316 308 307 298 276 226 |
(2)PTT��PBT��Tһ400����֯��˿�����������֯����������ܣ����֯��ĵ�ɫ��Ⱥ����ȣ�ʹ֯�����ƽ����������ȣ�˿��NaOHŨ��Ϊ190��210g/l;
(3)Ⱦ���ӹ�������һ��Ҫ��ǿˮϴ��ʹ֯��ˮϴ���;
(4)֯�ﶨ���¶Ȳ��ܹ���(�����¶ȿ�����140��160����ʱ��30��)���Ա�֤֯�ﵯ�ԡ�����
��4 �����¶��붨��ʱ��Ե�����֯��ߴ��ȶ��Ե�Ӱ��
|
�¶ȡ� |
ʱ��S |
C32��7SDPTT 106��88.61�� |
|
|
��ȥ���غ�24h���쳤(cm) |
֯����ˮ�ߴ��ȶ���(%) |
||
|
130 |
20 30 40 50 |
2.04 2.06 2.06 2.03 |
-2.1 -2.1 -2.1 -1.8 |
|
140 |
20 30 40 50 |
2.04 2.04 2.06 2.04 |
-1.5 -1.5 -1.3 -1.3 |
|
150 |
20 30 40 50 |
2.04 2.06 2.06 2.06 |
-0.8 -0.8 -0.6 -0.6 |
|
160 |
20 30 40 50 |
2.06 2.06 2.06 2.18 |
-0.4 -0.4 -0.3 -0.2 |
|
170 |
20 30 40 50 |
3.06 3.68 4.08 4.06 |
-0.1 0.0 �C0.2 �C0.1 |
|
�¶ȡ� |
ʱ��S |
C32��150D PBT 107��88.61�� |
|
|
��ȥ���غ�24h���쳤(cm) |
֯����ˮ�ߴ��ȶ���(%) |
||
|
130 |
20 30 40 50 |
2.22 2.22 2.20 2.22 |
-1.6 -1.6 -1.4 -1.4 |
|
140 |
20 30 40 50 |
2.24 2.24 2.22 2.24 |
-1.0 -0.9 -1.0 -0.8 |
|
150 |
20 30 40 50 |
2.24 2.22 2.24 2.24 |
-0.7 -0.8 -0.6 -0.4 |
|
160 |
20 30 40 50 |
3.24 3.26 3.28 3.30 |
-0.4 -0.3 -0.2 -0.2 |
|
170 |
20 30 40 50 |
4.32 4.32 4.34 4.45 |
-0.1 -0.1 -0.1 -0.1 |
|
�¶ȡ� |
ʱ��S |
C32��7SD T-400 111��67.61�� |
|
|
��ȥ���غ�24h���쳤(cm) |
֯����ˮ�ߴ��ȶ���(%) |
||
|
130 |
20 30 40 50 |
2.08 2.12 2.12 2.16 |
-2.6 -2.6 -2.2 -2.2 |
|
140 |
20 30 40 50 |
2.56 2.87 3.07 3.07 |
-2.2 -1.8 -1.8 -1.8 |
|
150 |
20 30 40 50 |
3.12 3.23 3.27 3.32 |
-1.6 -1.2 -1.2 -0.9 |
|
160 |
20 30 40 50 |
3.37 3.40 3.43 4.44 |
-0.8 -0.8 -0.2 -0.2 |
|
170 |
20 30 40 50 |
4.89 5.02 5.19 5.32 |
-0.2 -0.1 -0.1 -0.1 |
(5)PBT��PTT��T400��ά����Ⱦ�ʽϾ�����Ⱦɫʱ�����ٶ�Ӧ��һ�����Ҫ�����Է�Ⱦ����
(6)Ⱦɫ�¶�Ӧ������125C��4�ܱ�֤�Ϻ�
�ĵ�����
����Tactle֯���Ⱦ���ӹ�
l��Tactle���ϵ�����
Tactle��ά�ǶŰ˾�Ƴ��ĸ߿Ƽ�������66��ϸ��ά��Ʒ�����ij���ÿ��ֱ����С��ldtx��Tactle��ά��������ǿ�ͼ���ӯ�����ԣ���˴��ֳ�ϸ��˿���Ƴɷ�ˮʪ�����ϣ��ָ��ر��������������������У��ø���ά֯�ɵĸ��ĸ���֯���������T��on�������Ի�ÿ��ۼ���ˮ��Ч����
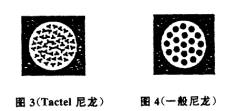
��ͼ34�ıȽϿ��Կ���������Tactle��ά�������ԵĽ��棬����Tactleɴ�����೬ϸ�ĸ�˿��ɣ����Tactle֯��������õ���ˮʪ�ԣ�
���Ҿ�����ӯ�Ĵ��С�

��ͼ5���Կ���������Tactleɴ��ǿ�Ⱥܺ������Tactle֯��Ŀ�˺��ǿ�ȡ�
2��Tactle֯���Ⱦ���������̣�
���������ø�˽�����������Ư�����͡�Ⱦɫ������������Ԥ��
3��Tactle�����Ⱦ���ӹ��ص�
(1) ����Tactleɴ����������ϸ��ά��ɣ�������֯�ﲻ��ǿ�ǰ����Ӧ��ȡ�ͼ�գ������ڱ������õ�ǿ����
(2) �ӹ�Tactle����֯֯��ʱ����������ά�����ʽ϶࣬����ʱҪ����������Ư���ա�
(3) Tactle�ӹ������ж����¶�Ҫ������180��19O�����Խ��Ⱦɫ�е��������⡣
(4)Tactle֯��Ⱦɫʱ��ѡȾ������Ϊ��Ҫ���������CIBA����������Ⱦ�ϣ������ٶ�ҲҪ��һ����������������������������Ⱦ����
(5)ȾɫʱҪѡ��������豸��������ά���ѣ���˾��ȡ��������Ⱦɫ�豸��
(6)������ʱҪѡ����ˮ�Ե����������Ա�֤�����õ���ʪ�ź����ܡ�
�ġ�"VlLOFT"֯���Ⱦ���ӹ�
l��VILOFT���ϵ�����
"VILOFT"��ά����ľ�����Ƴɵ�������ά����ά�����õ�ľ����ר�ž�����̬�����ģ���ά���ж��صı�ƽ��ά���棬���м�������������ʣ�֯�����д����Ŀռ����ң��ܵ��������ǿ�ҹ���������һ���ı�ů�ԣ�������о����ʪ�����ڹ��ܣ��������õ���ʪ���ԣ�ԭ����������Ȼ��ľ���أ������Իع���Ȼ�ĸо����ø���ά��������£����ʡ����ۡ���ů���Ծ��Ը��˵��������Ρ�ͬʱ��������ӯ��ϴ�Ӵ������㣬�������������ڵĸо���
"VI��OFT"��ά��������ά���������ܱȽ���ͼ1��5��ʾ������������"VILOFT"֯����50/50
VILOFT/���ڣ���ˣ����ܵıȽ�Ҳ��ֱ����������֯�
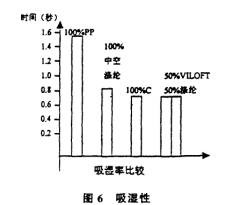
��ͼ6�ɼ���50%��"VILOFT"֯������ʪ���Ѿ��ﵽȫ��֯�����ˮ�������ٶȺܿ죬��0.8�����ڡ���ô�����ʪ�ٶȣ���Ȼ���ڵ�����ʪ��ʹ���Ǵ������ʡ�
|
|
|
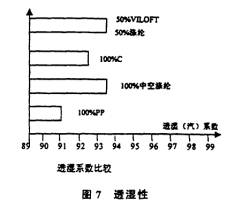

��ͼ7�ɼ�����ʪ���棬50%��"VILOFT"֯���ʪϵ������93������������ȫ��֯�����ͼ1�Ľ����һ�£����ڵ�����ʪ��
��ͼ8�ɼ�������"VILOFT"��ά���صı�ƽ״�ṹ����ˣ�����ά֮����γɴ��������ҡ��Ӷ�������֯�����õı�ů�ԡ�50%��"VILOFT"֯��ı�ů������������100%�пյ���֯����ɩ����
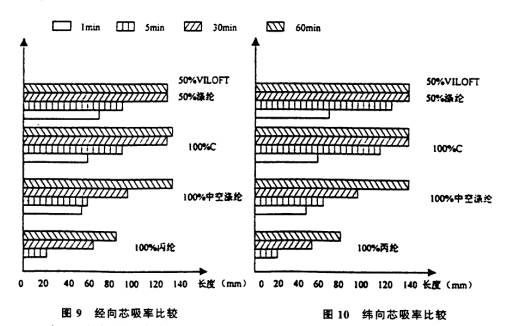
ͼ9��ͼl0�Ľ���������ǣ�"VILOFT"֯�ﲻ���Ǿ�����γ�����ʪ�ٶȶ��ܺá���Ҳ��50����"VILOFT"֯�ﴩ�����ʵ���Ҫԭ��֮һ��
ͨ�����ϵ����ܱȽϣ����ǿ��Կ���VILOFT��ά֯��ķ�װ���Ͼ��е�ʪ�������ɡ���ů�Ժã�������ӯ������Ҳ������Ȼ���ˡ�
2��VILOFT"��ά֯���Ⱦ����������:
VILOFT�����֯��Ĺ�������:
������������ë���˽���Ư��������Ⱦɫ��������
VILOFT��ӻ��֯��Ĺ�������:
�����������ë���˽����ݰס����͡�������Ⱦɫ��������
3��VILOFT���֯���Ⱦ�������ص�
(1)"VILOFT"��ά֯����ø��µ���ø�˽�����������˫��ˮƯ�ף����ڸ���ά�����Բ���Ҳ��ͼ���ԣ������¶ȡ����Ũ�ȡ�H��O����Ũ�ȱ����ϸ��ձ����п��ơ�����5:
��5 ���֯��ǿ����Ӱ��
|
ʵ���� |
�� |
�� |
�� |
�� |
|
NaOH(g/L) |
10 |
15 |
20 |
25 |
|
��������g/L�� |
2 |
2 |
2 |
2 |
|
ëЧ |
8.0 |
8.2 |
10.5 |
14.8 |
|
ǿ��(T/W)N |
740/760 |
730/750 |
720/735 |
700/720 |
(2)"VILOFT"����IJ���Ҫ�����ȶ��ʹ�������"VILOFT"����ڻ������Ҫ�����ȶ��ʹ�����һ�㹤������Ϊ:�¶�180��190����ʱ��30�롣
(3)"VILOFT"��ά���û���Ⱦ�ϡ���ԭȾ��Ⱦɫ�����ܵõ�ɫ���������ȣ�Ⱦɫ�ζȵȸ���ָ����ﵽ����Ҫ����6:
��6
|
Ⱦ������ |
��ɫ |
Ⱦ������ |
��Ⱦ�� |
Ⱦ�� |
Ⱦɫ�ζ�(��) |
|
|
��Ħ |
ʪĦ |
|||||
|
���Լܶ� |
��ɫ |
���Ի�FNOR ���Ժ�FNB |
�� |
�� |
3-4 |
3 |
|
ʿ��Ⱦ�� |
���� |
��ԭ��BR ��ԭ��BG |
�� |
�� |
�� |
��-�� |
|
ֱ��Ⱦ�� |
�Һ� |
ֱ����ɹ�� |
һ�� |
�� |
3 |
2 |
(4)"VILOFT"��ά֯�ᆳ��Ⱦ���ӹ���֯�������������Ժá���˿���Ĺ���Ϊ������������ԡ���߲�Ʒ���Σ����ǽ���������Ԥ��������
�塢Modal֯���Ⱦ���ӹ�
1��"Modal���ϵ�����
"Modal"��ά�ǰµ����������俪����������ά����ά��ԭ�ϲ���ŷ���ľ�������Ƴ�ľ���ٷ�˿�ӹ�����ά����ά���и�ǿ������ʪģ������ò�Ʒȫ��Ϊ��Ȼ���ϣ���������������Ȼ���⣬�Ի�������Modal��ά��������ճ����ά�������Ⱦɫ������ճ������һ�£�û�ж����豸�ϵ�����Ҫ��Ⱦɫ���ܺã���ɫ���ߣ�ɫ�����ޡ�����Ҫ�������ܼ���7��
��7��Modal������������
|
|
ճУ |
Modal |
�� |
���� |
|
�˶�d ǿ��g/d ʪǿg/d �쳤��% ʪ�쳤% ��ˮ��% |
1.5 2.5-2.9 1.1-1.7 20-25 25-30 90 |
1.5 3.8-4.1 2.1-2.4 13-15 13-15 70 |
1.7 2.3-2.7 2.9-3.4 7-9 12-14 50 |
1.5 4.5-7.5 4.3-7.3 25-30 25-30 3 |
�ӱ�7�ɼ���Modal��ά��ǿ��������ά��ճ����ά��ʪǿ������ά�������ճ���߽�һ��������Modal��ά���ص㣬��������ܹ����������е�ͻ�ѧ������������ʹ֯��ǿ�����˶�ʧȥ���ü�ֵ��ͬʱ����Modal��ά���иߵ�ʪǿ�ȣ��͵�ʪ�쳤�ȣ��ϵ͵���ˮ�ȣ�ʹ֯���ڷ���ʱ���кܺõijߴ��ȶ��ԡ�
2��Modal��ά֯���Ⱦ����������
Modal/��֯��Ĺ�������
������������ë���˽�����������Ư��˿����Ⱦɫ������������Ԥ��
Modal/��֯��Ĺ�������
������������ë���˽�����������Ư��������Ⱦɫ������������Ԥ��
3��ModaI��ά֯���Ⱦ�������ص�
(1)��Modal"��ά֯����ø���ø�˽�����������Ư��Ⱦɫ�Ĺ������̣�Ҳ������֯��Ĺ������̽�������������8:
��8 ���֯��ǿ����Ӱ��
|
������ |
1 |
2 |
3 |
4 |
|
NaOH(g/L) |
10 |
20 |
30 |
40 |
|
������(g/L) |
10 |
10 |
10 |
10 |
|
����(g/L) |
2 |
2 |
2 |
2 |
|
�¶�(��) |
98 |
98 |
98 |
98 |
|
ʱ��(����) |
60 |
60 |
60 |
60 |
|
ëЧ(30��) |
6 |
7 |
8 |
8 |
|
ǿ��(T/W) |
967/564 |
958/552 |
954/548 |
948/544 |
(2)Ϊ��ʹĪ����/��֯��õ����õ�ȾɫЧ������ǿ��ߴ��ȶ��ԣ��Լ���������ij̶ȣ����Խ���˿�����
(3)��������ά����ά��Ⱦ�϶����Զ�"Modal"��ά����Ⱦɫ���������Ի���Ⱦ�Ϻ�ʿ��Ⱦ��ʹ�õĽ�Ϊ�ձ顣
(4)"Modal"��ά������άϸ�����������Ƶĺ�����ͬ����ά������ʪ����ʱ������������ά�˴�ɴ�������������������ë������ƽ�������ӹ�ʱҪ�������ֵ������͵��ٶȣ��Լ���Ħ������Сë��IJ�����
(5)��ΪModal��ά�������кܽ��ܵı��㲢�ұ���ý������ֱ��С��ø��ֱ�������ø����������ά����������ά�ط��Ӳ������֯����棬���Բ�����ø������Modal��Ʒ�����������в�����ë��
����Amicor����֯���Ⱦ���ӹ�
l��Amicor����֯�������
Amicor��Ӣ��������˹��˾������ά���̱꣬��ĸ����άΪ�۱�ϩ�棬Ŀǰ������˹��˾��������Amicor������ά:AB��ά(����ϸ����ά)��AF��ά(���������ά)�����ǿɵ���ʹ�ã�Ҳ�ɻ���һ��ʹ����˫Ч�������á�AB��ϸ����ά�к���һ�ֽ�Triclosan�Ŀ�����������Ч��������ϸ���ķ�ֳ����:���������������˺�ɳ���Ͼ����˾��Ϳ��װ��Ϸ����ȡ�Triclosan������ϸ��(���ٵ�����)���������Ч��������AF�������ά���еİ�ȫ������ΪTolnaftate������Ч��������ķ�ֳ����ά���������У��������ľ��ֽ�����ά�ڲ���ֻ���ٲ���������ά���棬
ʹ��ά�߱������������ܡ��·��ڴ��Ź�������Щ����Ŀ��������ƶ�������Χ��������ά��ȥ��ʹ���ϲ����־�Ȧ������������������ϴ�Ӻʹ��ŵĴ������١��������ܳ�����ά������γ��˴��ڲ�����������(Ũ�Ƚϸ�)����ά����(Ũ�Ƚϵ�)��Ũ���ݶȣ�ʹ������������ɢ�Ͳ��䵽��ά���档������������ά���еĶ��״�ṹ��ʹ�ñ��濹�����IJ�����Ӽ�ʱ��Ч��
��������
Ŀǰ��˾������Amicor�������ϲ���AATCC147һ1988�������п������ԣ�������AATCCIO0����ʿ��SNVl95һ920��921Ҳ�ɻ��ͨ�������еIJ��Զ��ɶ�����Ȩ�����Ի���(ŵ�������״�ѧ����BTTG)��ɡ���������һ���о������Amicor���ϵ�������������ϸ�������������1һ5��ʹ�������ȶ���ͬʱҲ��û��Amicor���ϴ��ڵĶԱ�����ʵ�顣���Ͽ�������
ע:��������:30/7O amicor/���
���Ա�:����AATCC147-1988
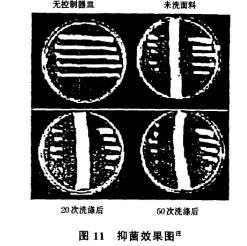
�ĺû�������Χ���־�Ȧ��������mm���Ͼ������ʣ�û�������־�Ȧ��������������������Ϊ����ǿͨ�����������о���������Ϊ���ϸ�(ͼ11)��
���� ��Amicor���ϵĿ�����������
AB������������
|
���� |
�־�Ȧ��Χ(����) |
|
���������� |
��15 |
|
���ײ��Ϸ��� |
��12 |
|
ɳ���ϳ��� |
��12 |
|
�˾� |
��12 |
|
ʯ��ëѢ�� |
1һ2 |
|
����ù�� |
0 |
|
������ù�� |
0 |
AB��ά�Բ��Ե�ϸ������Ч����ëѢ������ù��ȴ��Ч���෴�أ�AF��ά���ëѢ������ù������Ч����ϸ��ȴûʲô���á�Amicor��άһ����������ά��ģ�Amicor�����Ŀ���Ч��������Amicor�����ļ��ٶ����͡�
��������֤��AB��������20%��AB��AF����30%ʱ���ܻ�úܺõĿ���Ч����(���AB��AF�Ļ�ı����ﵽ30%��������Ͽ���ͬʱ����ϸ���������������������ά����Amicor Plus (Pure)��)����10��
��lO Amicor/������ϵĿ������Խ��
|
Amicor/������ϵĿ������Խ�� |
||
|
���� |
�־�Ȧ��Χ(����) |
|
|
20%AB��ά |
15%AB+15%AF��ά |
|
|
���������� ���ײ��Ϸ��� ɳ���ϳ��� �˾� ʯ��ëѢ�� ����ù�� ������ù�� |
5һ10 3һ7 3һ7 3һ7 0 0 0 |
5һ10 3һ7 3һ7 3һ7 4һ8 3һ7 3һ7 |
2��Amicor����֯��Ĺ�������
������������ë���˽�����������Ư��Ⱦɫ��������������Ԥ��
3��Amicor����֯��ļӹ��ص�
(1)�ڶ�Amicor/�������Ư��ʱ�����ǽ���ʹ��˫��ˮ����Ҫ�ô�����Ư�ף���Ϊ�������Amicor�Ŀ������á�
(2)Amicor/���֯���У�Amicor��ά�ɰ�Ⱦ��ͨ���ڷ�������������Ⱦ��Ⱦɫ��Ⱦ�ϵ�ѡ��Ҫ�����ζ�Ҫ��մɫ���ܶ�����Amicor���ޡ��ӵȵĻ������Ҫȡ�÷dz����ȵ���ɫ�����Dz��õ���"һԡ����Ⱦɫ"��Ӧ����Ⱦ���ڡ�
��ϴ��
Amicor�Ŀ������Կ���״�ֲ�����ά�ڣ����Ƿ���״��ɢ������ά�����ṹ�У������������������ֿ�һ���������������ܳ�����ά���档��ʹ�����������ܻ�������Ҳ���뿪ĸ����ά�����Amicor����������ϴ�Էdz��á����11:
��1l ˫ЧAmlcor/������ϵ���ϴ���Խ��
|
ϴ�Ӵ���(40��) |
�־�Ȧ��Χ�����ף� |
|
|
���Ͼ� |
ʯ��ëѢ�� |
|
|
75 100 l25 l50 l75 200 |
11һ15 11һ17 11һ16 11һ18 11һ15 11һ16 |
6һ10 5һ10 4һ6 3һ8 6һ10 3һ6 |
Amicor������άʹ�ð�ȫ��Ч�Ŀ���������ϸ��������ķ�ֳ��������֯Ʒ��ζ�������Ⱦ�������档��Ϊĸ����ά�Ŀ�̩�����ھ��������ŵ㣬���ṹ(�����ڿ������Ľ����ͷ�)������ĺ�Ⱦɫ�Լ�������ʪ�ȡ�
�ߡ�����ά���ϵ�Ⱦ���ӹ�
1������ά֯�������
����ά�������ҹ��㷺����������Ϊԭ�ϣ�������ĸ߿Ƽ����մ�����ȡ��������ά����ά�����������������Ĺ����У�û���κε���ȾԴ����ȫ��������Ȼ����������ά�ǿ��Խ���ģ������Ի���û���κ���Ⱦ���ֿ�����ȫ�Ļع���Ȼ���ʸ���ά����Ϊ������ά������ά�������״��ճ�������������֮��ͬ���ǽ����ڳʶ��״���������ά����ʪ���ܼ��á�����ά������������ɫ�ԣ�ɫ�����ޡ������Ժã��ص��Ժ���ĥ�Ա�ճ���á�����ά���������Ǿ����κ���ά�������е���Ȼ�������ܡ�������⣬����ά�Դ˾������ɫ�����������ѿ�߸˾��Ⱦ�����п������ܣ�24Сʱ�����ʴﵽ73%������ά�����ޡ���˿�����ڡ����ڵ���Ȼ��ά�ͻ�ѧ��ά��ģ�Ҳ�ɴ��ġ��ʺ������ҷ���(������ࡢ������Ʒ��)����֯��(��T�������¡����ӵ�)���������ϡ��������ϵȡ�
2������ά֯���Ⱦ����������
����ά/��֯�﹤������
������������ë���˽���������Ư����Ⱦɫ��������������Ԥ��
����ά/��֯�﹤������
������������ë���˽�����Ư��������Ⱦɫ��������������Ԥ��
3��������֯���Ⱦ�������ص�
(1)����άͬ����������ά����άһ��������ǿ�����������һ�����ø�˽����������ʱ�����ѿ�ȥ��������֯��ëЧ�͡����Dz�ȡ�����ѹ��ս�����������Ư��Ч�����ѣ�����������Ⱦɫ���Ʒ��ëЧҪ��
(2)����άȾɫ����һ�����ȫ���գ���������ά��ˮ�����ǣ���Ⱦ�����ѶȱȽϴ�
(3)����άȾɫ����Ⱦ�����Ի���Ⱦ�ϡ�ʿ��Ⱦ��Ϊ���������ζȺö���ɫ�����ޡ�
(4)����ά֯�������ʪ�ź����ܣ�������Ҫѡ����ˮ����������
(5)����ά֯������ʱ��ˮ�ʱȽϴӹ�������Ҫ���������������Ա�֤��ˮ�ʡ�
������
������ά��֯Ʒ��������һ���ۺ��Ե�ϵͳ���̣����Ǽĸĸ�һ����ա������������²�Ʒ�Ϳ��Խ���˵ġ��������ǶԻ������е��������ӣ������ܻ���ά��֯Ʒ����õ�����Ŀ��������á����ͷ�֯Ʒ��Ⱦ���ӹ�����Ҳ��Ҫ��һ���о����ƣ����Ľ�������˾���������Ŀ���������
ʵ���������ҵ���е������豸��������һЩ������ά���ܻ���֯ƷȾ���ӹ��������������д��ڽ�һ���������о���
�ο����ף�
1�����䡶WLOFT��ά�����о���
2������(COOLMAX��֯��Ⱦ������̽��)(��֯����)2002.1
3�������� (MODALб��֯���Ⱦ���ӹ�)(ӡȾ)2001.7